

Method for controlling edge flatness defects of cold-rolling strip steel
A technology of cold-rolled strip steel and strip steel, which is applied in the field of controlling shape defects at the edge of cold-rolled strip steel, can solve the problems that the edge of the strip steel is prone to shape defects and cannot be eliminated by the shape control system, and achieves Avoid the effect of overshooting
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0047] The present invention will be further illustrated below in conjunction with specific embodiments, and it should be understood that the following specific embodiments are only used to illustrate the present invention and are not intended to limit the scope of the present invention.
[0048] A method for controlling the shape defects at the edge of cold-rolled steel strip, the method comprises the steps of:
[0049] (1) Calculation of plate shape deviation
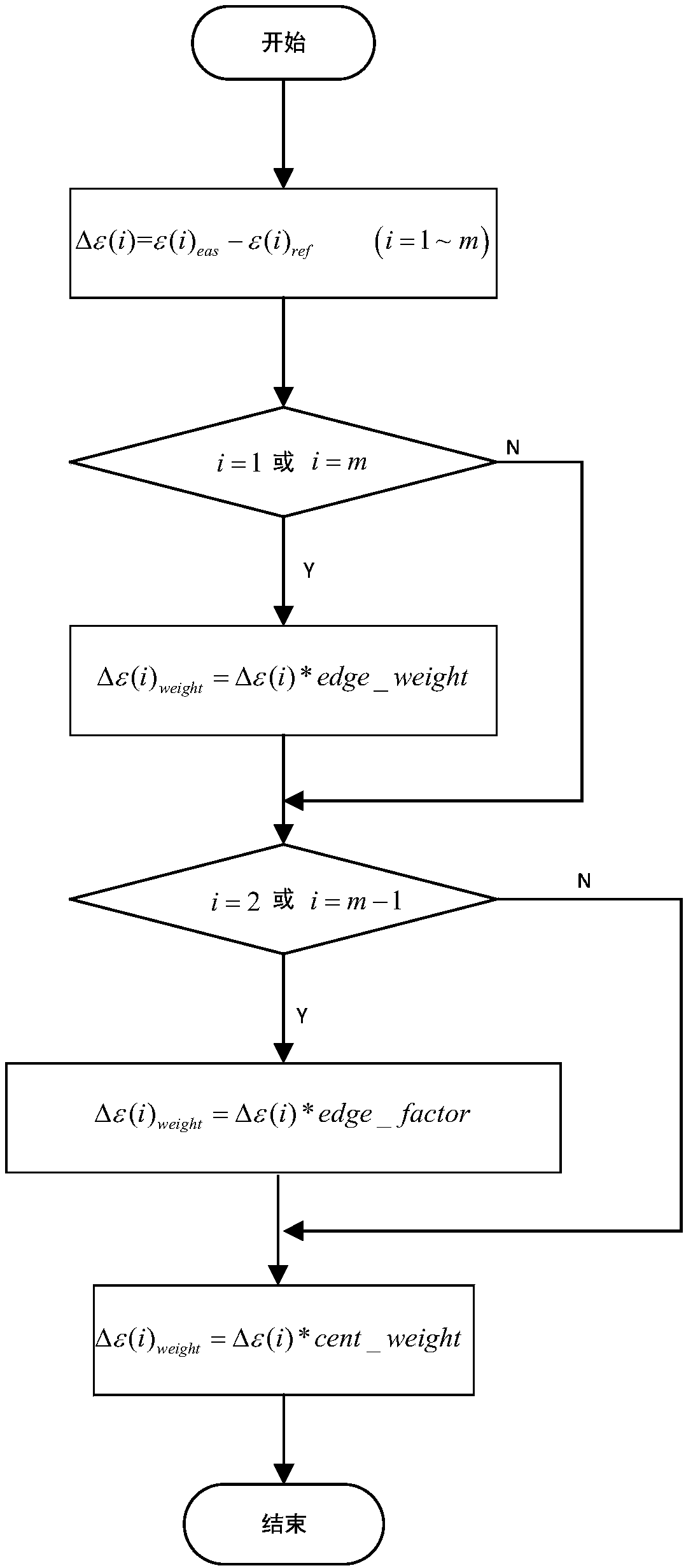
[0050] Receive the target shape value distribution signal and the shape value distribution signal measured by the shape meter, calculate the discrete shape deviation value according to the measured shape value distribution method, and the discrete shape deviation value can represent the horizontal difference of the strip steel The shape state at the location. The formula for calculating the shape deviation of each section of the strip is as follows:
[0051] Δε(i)=ε(i) eas -ε(i) ref (i=1, 2, 3...m)
[0052] In th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More