

Thin-wall cavity part machining rigid supporting method
A part processing and rigid support technology, which is applied in the direction of metal processing equipment, metal processing machinery parts, supports, etc., can solve the problem of dimensional tolerance and shape tolerance of thin-walled cavity parts not meeting requirements, precision errors, low production efficiency, etc. question
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] The technical solution of the present invention is further described below, but the scope of protection is not limited to the description.
[0027] Such as Figure 1 to Figure 8 shown.
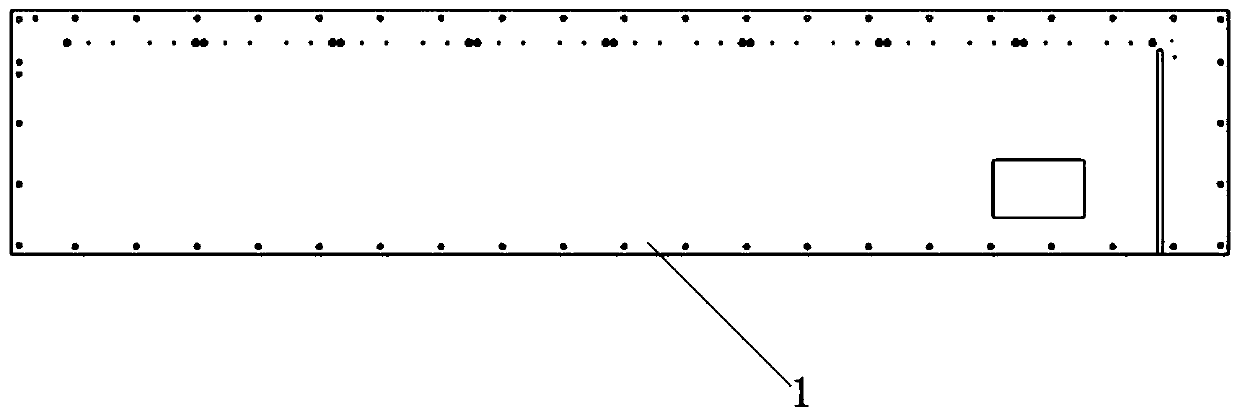
[0028] A method for processing rigid supports for thin-walled cavity parts of the present invention comprises the following steps:
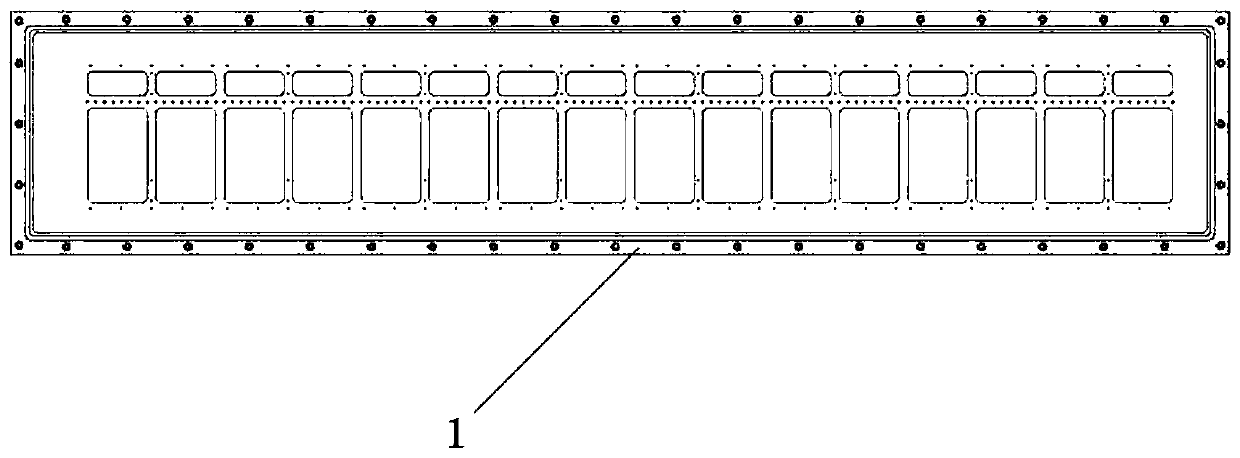
[0029] Step 1: Install flexible base layer A2 and base layer B3 on each cavity and both ends of the thin-walled cavity part 1;
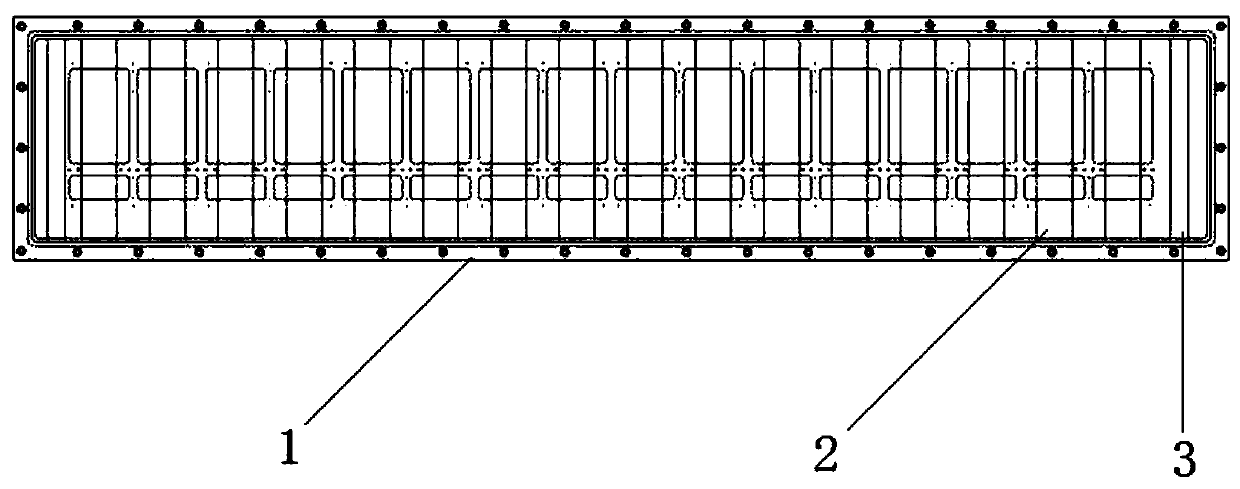
[0030] Step 2: apply a curing agent on the base layer A2 and the base layer B3 respectively to form a cured layer A4 and a cured layer B5;
[0031] Step 3: Install several supporting tooling parts A6 and at least two supporting tooling parts B7 on the curing layer A4 and curing layer B5 respectively, so that the curing layer A4 and curing layer B5 are naturally dried under natural conditions, and the two supporting tooling parts Part B7 is installed on both sides of the cavity of the thin-wall cavity part 1 respectively.
[0...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More