

Zipper puller tail injection production device for zipper puller
A technology of production equipment and zipper sliders, which is applied in the field of production equipment for pull tabs and tails. It can solve the problems of difficulty in meeting the needs of mass production of glue-injected sliders, low efficiency, and heavy workload, and achieve simple and convenient demoulding and high production efficiency. The effect of improving and improving the demolding efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0042] The technical solutions in the embodiments of the present invention will be clearly and completely described below in conjunction with the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some, not all, embodiments of the present invention. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts fall within the protection scope of the present invention.
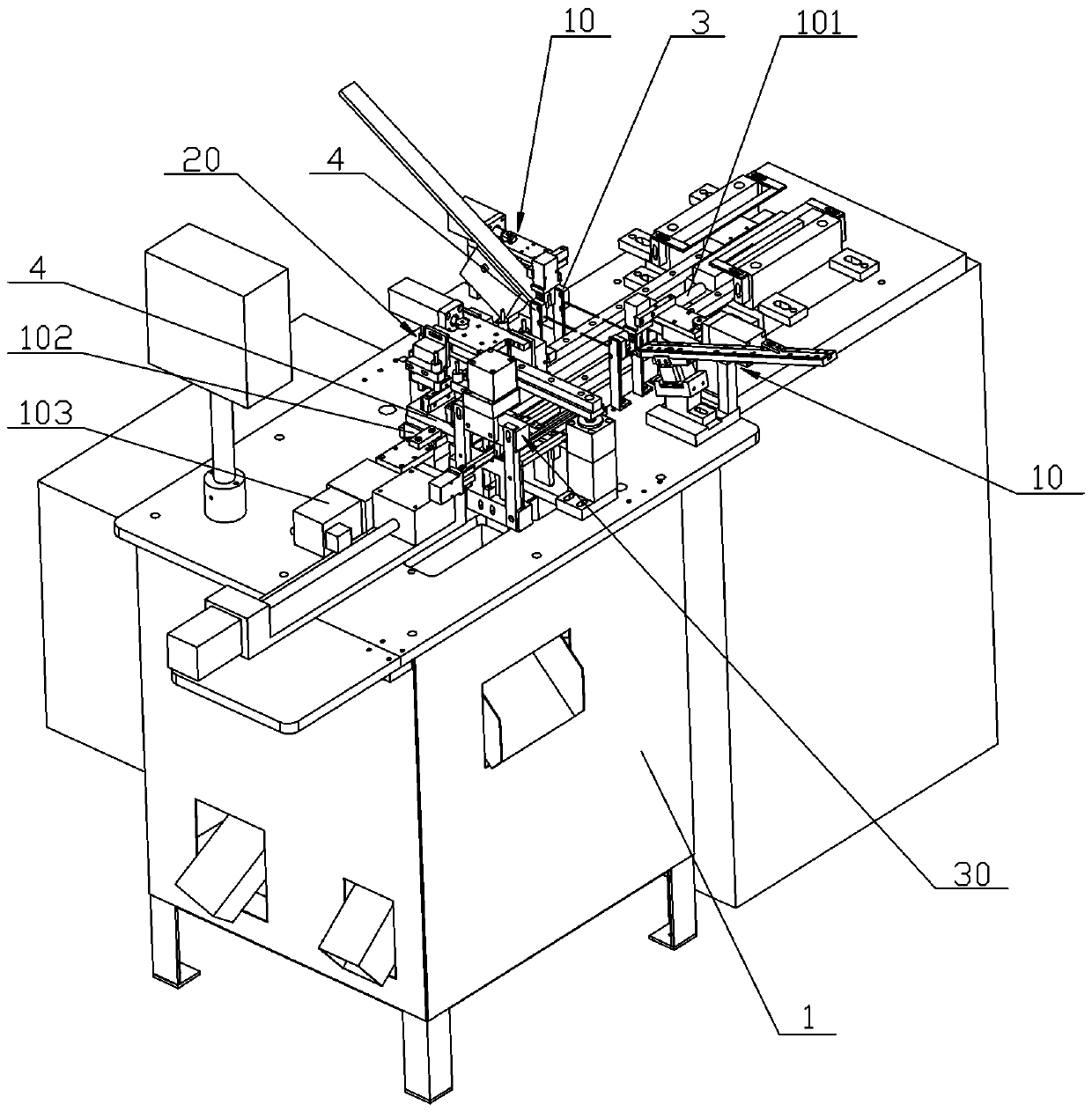
[0043] A kind of pull tab end production equipment for zipper pull, refer to figure 1 , including a frame 1 and an injection molding machine head (not shown in the figure) located on the frame 1, a rubber injection lower mold 4, an axial movement mechanism, a zipper slider feeding device 10 and a rubber injection zipper slider demoulding device 20 , the glue injection upper mold is fixed on the glue injection machine head, and has a symmetrical structure with ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More