

Automobile aluminum alloy wheel hub spinning process
A technology of aluminum alloy wheel hub and spinning process, which is applied in the direction of rim, vehicle parts, transportation and packaging, etc., which can solve the problems of large influence on the machining accuracy of aluminum alloy wheel hub blanks, insufficient spinning, and large energy consumption, etc., to achieve reduction The investment of equipment and labor, the difficulty of spinning in place, and the effect of improving the effective utilization rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
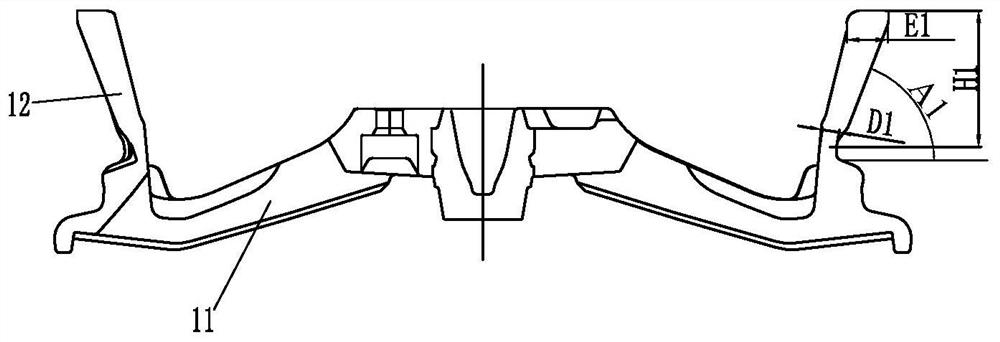
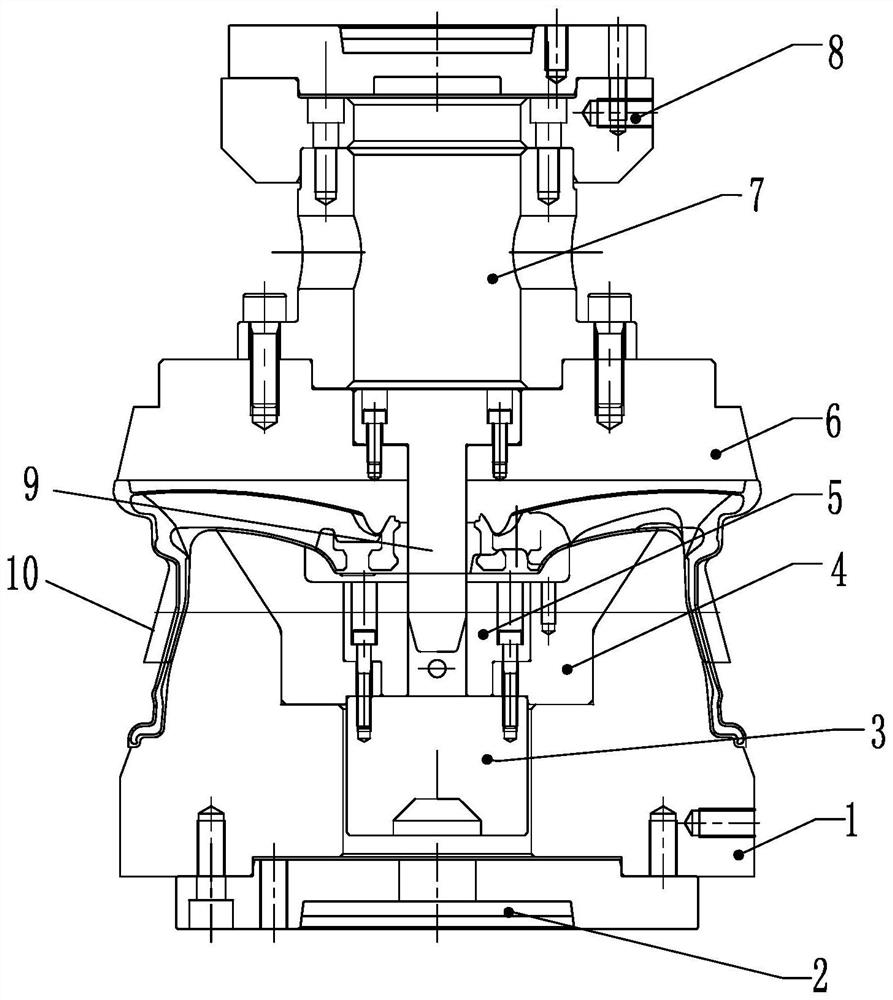
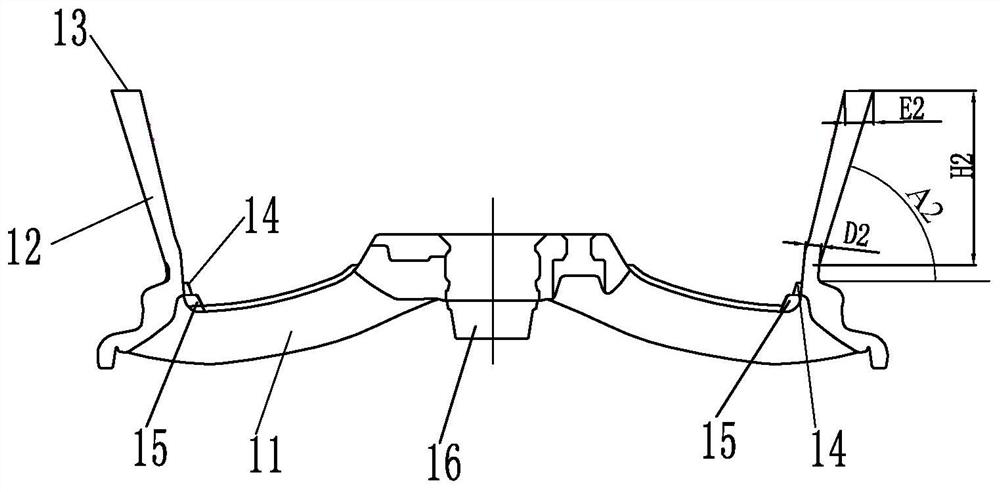
[0030] Such as Figure 3 to Figure 9 As shown, the automobile aluminum alloy wheel hub spinning process of the present invention comprises the following steps: (1) heating the spinning mold 1 to make its temperature reach 270-290°C, spraying a release agent on the surface of the spinning mold 1, and simultaneously turning the mold from the casting Take out the aluminum alloy wheel blank 10 from the mold and put it directly into the heating furnace to continue heating. The temperature of the aluminum alloy wheel blank 10 taken out from the casting mold is about 260-290°C, and the hot (about 260-290°C) aluminum alloy wheel blank 10 Put it directly into the heating furnace and continue heating until the temperature of the aluminum alloy wheel blank reaches 355-375°C; (2) Use a manipulator to grab the aluminum alloy wheel blank 10 coming out of the heating furnace and place the aluminum alloy wheel blank 10 on the spinning mold 1, control the upper tail top tooling above the spinn...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More