

Automatic part taking device after tapping
An automatic pick-up and thread-tapping technology, applied in tangent devices, tangential feed devices, metal processing, etc., can solve the problems of low efficiency and mixing materials, and achieve the effects of reduced labor costs, high degree of automation, and ingenious overall structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0018] The preferred examples of the present invention will be described below in conjunction with the accompanying drawings. It should be understood that the preferred examples described here are only used to illustrate and explain the present invention, and are not intended to limit the present invention.
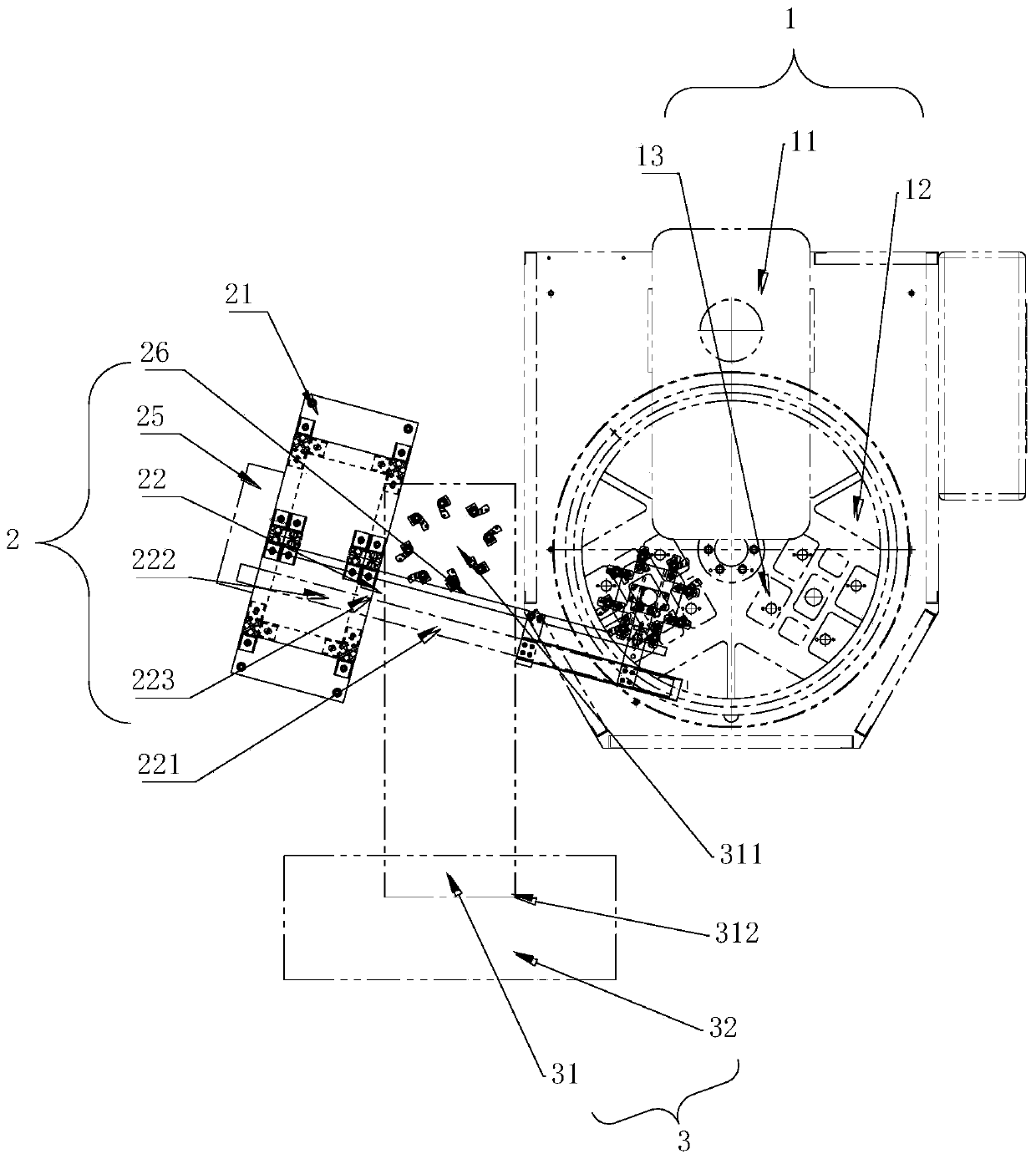
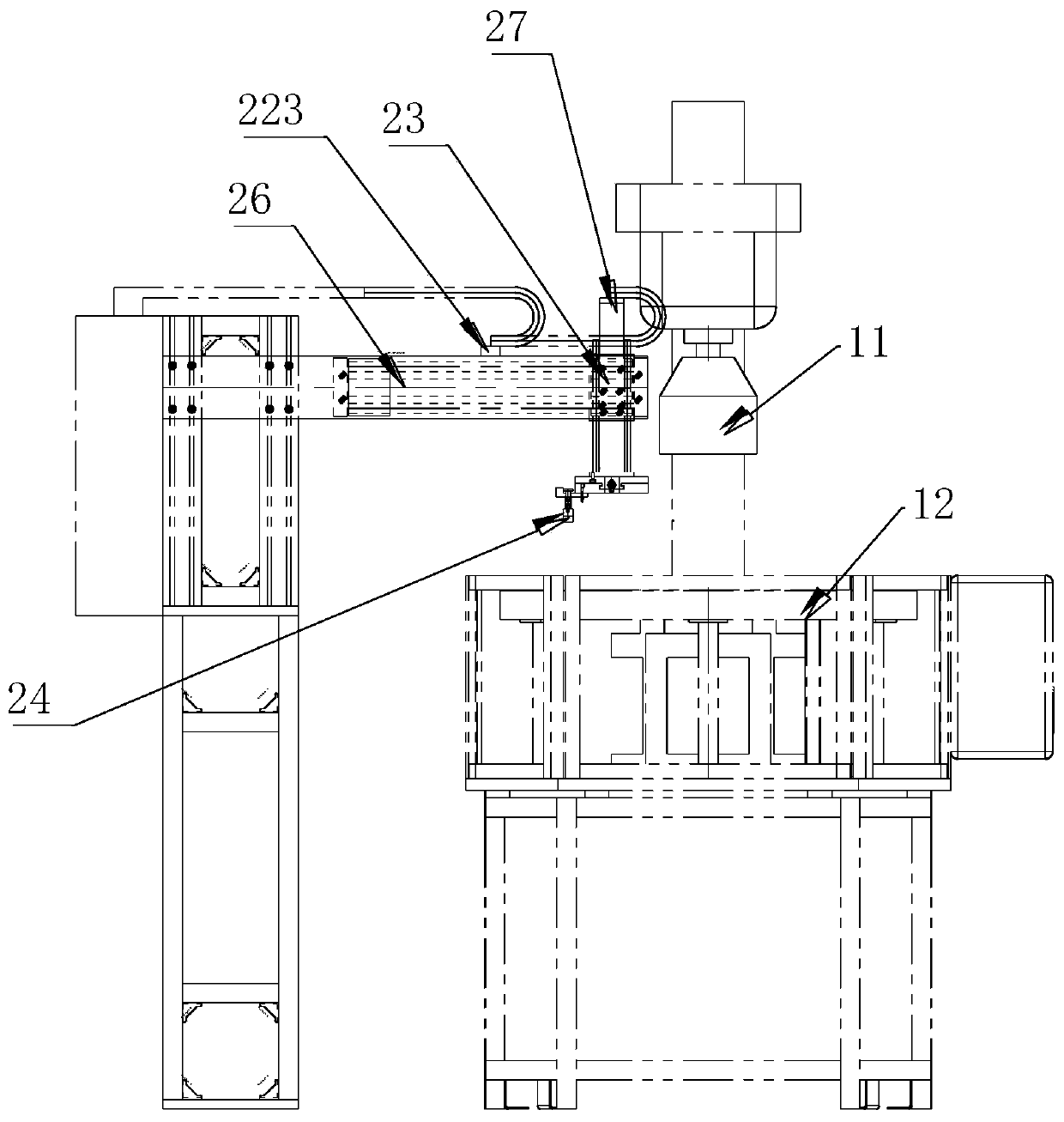
[0019] Such as figure 1 , 2 As shown, the present invention is an automatic pick-up device for parts after tapping, including a tapping mechanism 1, a pick-up mechanism 2 and a blanking mechanism 3, and the tapping mechanism 1, the pick-up mechanism 2 and the blanking mechanism 3 are independent of each other , as the name suggests, the tapping mechanism 1 is used for tapping the parts, the pick-up mechanism 2 is used to take out the parts processed at the tapping mechanism 1, and the unloading mechanism 3 is used to collect and store the picked-up mechanism 2 Removed parts.
[0020] The tapping mechanism 1 includes a tapping machine 11 and a turntable 12, the turntable...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More