

A method for configuring the crown of work rolls in a hot tandem mill
A technology of hot continuous rolling mill and configuration method, which is applied in the field of steel rolling, and can solve the problems of not considering the influence of bad plate shape, not having clear design criteria and basis, and not giving the configuration method of CVC work roll crown
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
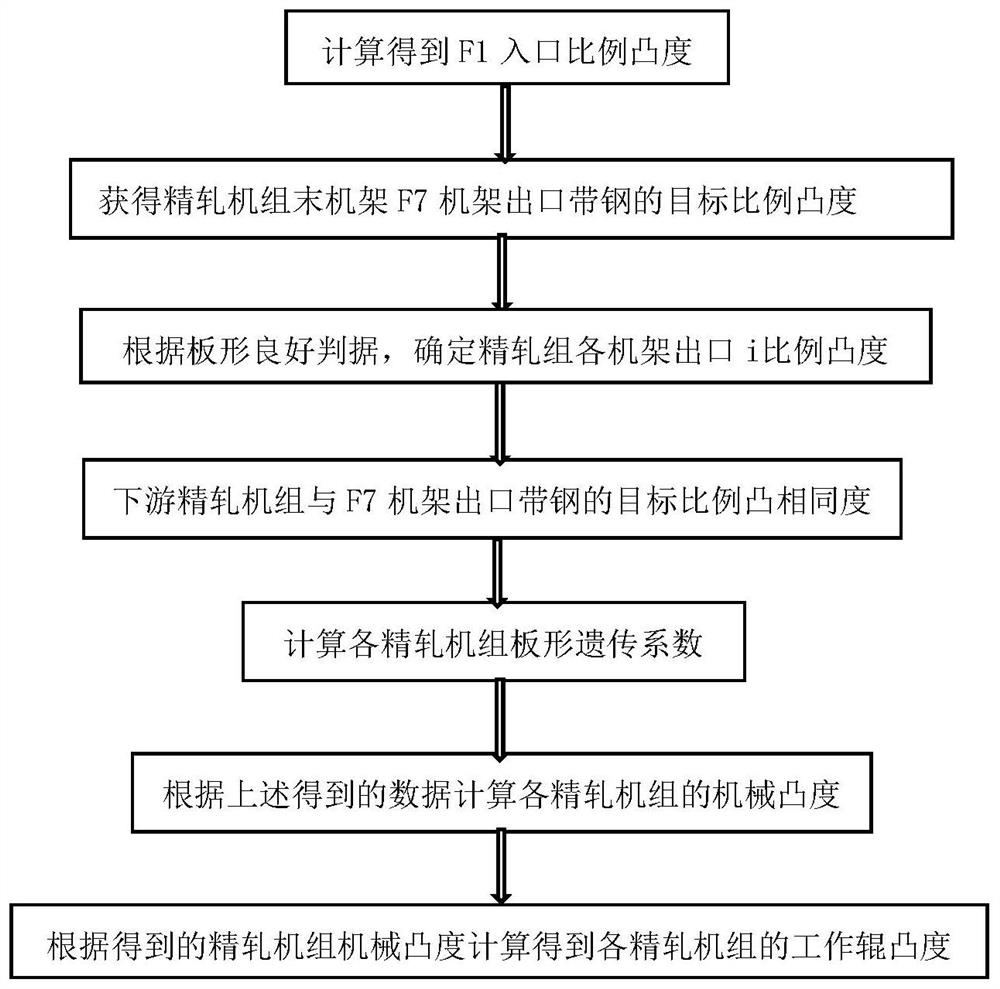
[0075] The present invention will be further described below in conjunction with the accompanying drawings and specific embodiments.
[0076] The main rolling material grade of the 1250mm hot rolling unit in a steel plant is cold-rolled base material, the thickness of the hot continuous rolling entrance is 38mm, and the exit thickness of each stand is 20mm, 15mm, 10mm, 7mm, 5mm, 4mm, 3mm.
[0077] Table 1 The entrance thickness of hot continuous rolling is 38mm, and the exit thickness of each stand
[0078] frame F1 F2 F3 F4 F5 F6 F7 Exit thickness 20mm 15mm 10mm 7mm 5mm 4mm 3mm
[0079] (1) Calculation of the entrance strip crown C of the F1 stand of the finishing mill 0 The formula is:
[0080]
[0081] where C shown in Equation I int For the given F, B, C WR and C WB The loaded roll gap crown obtained by finite element calculation;
[0082] F is the rolling force of rough rolling; B is the exit strip width of the last pass of...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More