

Machining method of E-shaped bushing
A processing method and bushing technology, which is applied in the field of E-type bushing processing, can solve problems such as deviation, high eccentricity of plastic lenses, and inability to use the same set of processing and positioning fixtures, so as to avoid eccentricity and improve product quality.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0037] The technical scheme of the present invention is further described below by the examples:
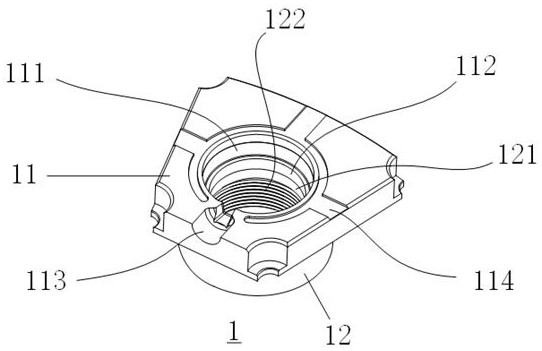
[0038] The present invention provides an E-type bushing, such as figure 1 As shown, the E-type bushing 1 has a special-shaped plate 11 and a positioning cylinder 12, the special-shaped plate 11 is fixed on the upper end of the positioning cylinder 12, the inside of the special-shaped plate 11 has a cavity 111 and a positioning channel 112, and the upper surface of the special-shaped plate 11 has glue The port 113 and the flow channel 114, the positioning cylinder 12 is cylindrical, the interior of the positioning cylinder 12 has a truncated channel 121 and an inner thread 122, and the truncated channel 121 is located on the upper side of the inner thread 122.
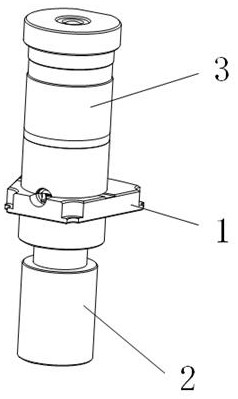
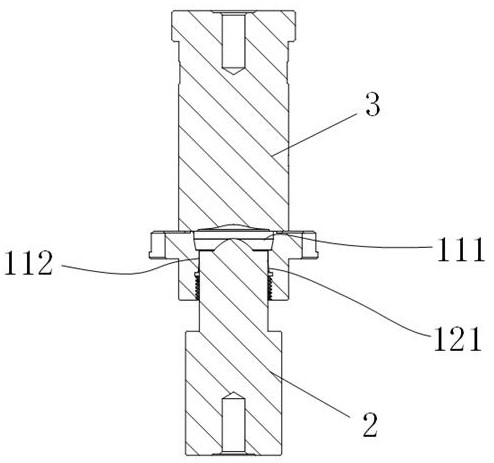
[0039] combine figure 2 and image 3 As shown, during the use of the E-type bushing 1, the internal thread 122 engages with the bolts in the mold, thereby fixing the E-type bushing 1, and the upper end of the lower mold...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More