

Cutting machining forming method for L-shaped thin-wall ring piece
A technology of cutting processing and forming method, applied in the field of cutting processing technology, can solve the problems of poor rigidity of the workpiece, affecting processing accuracy and processing quality, and less cutting amount
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The technical solution of the present invention is further described below, but the scope of protection is not limited to the description.
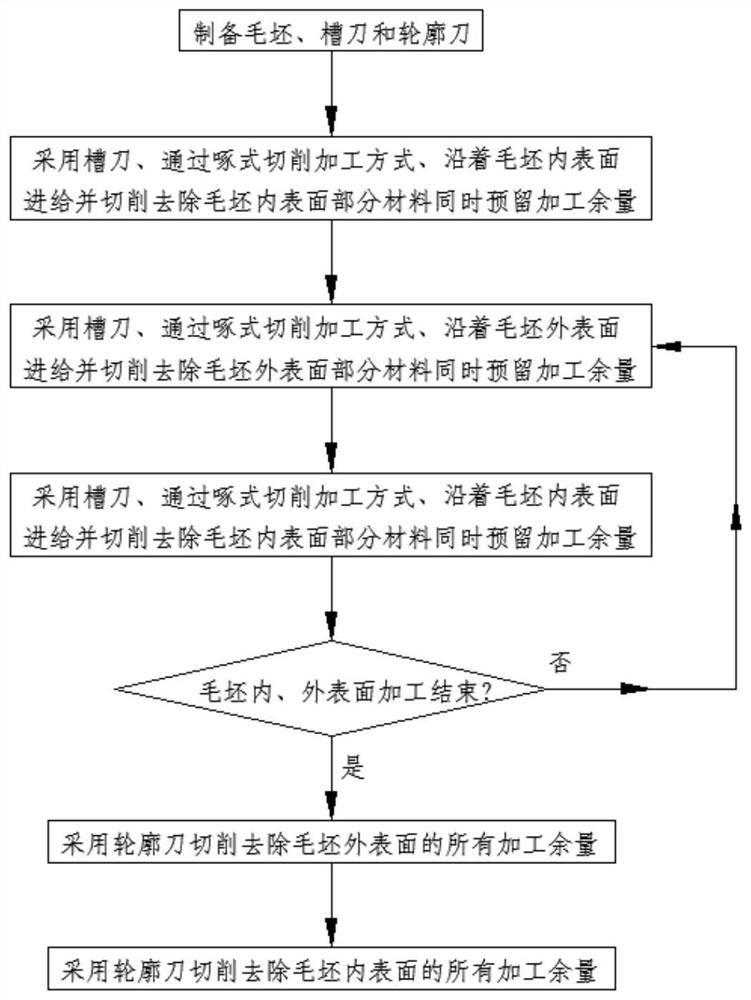
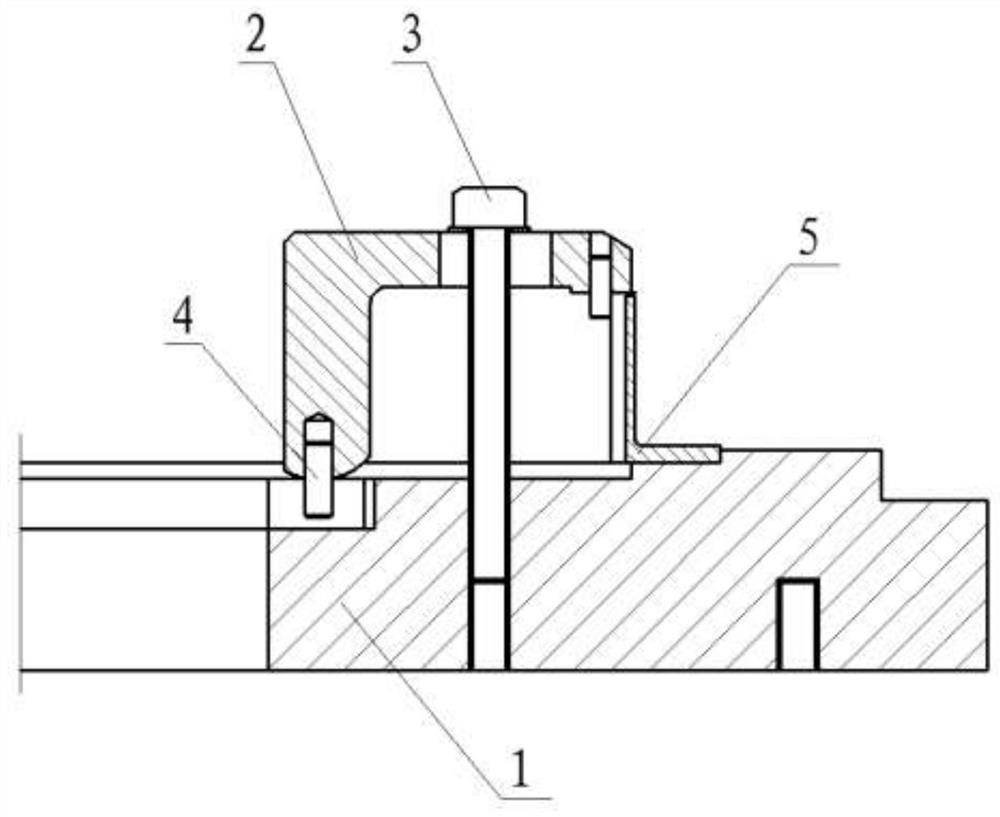
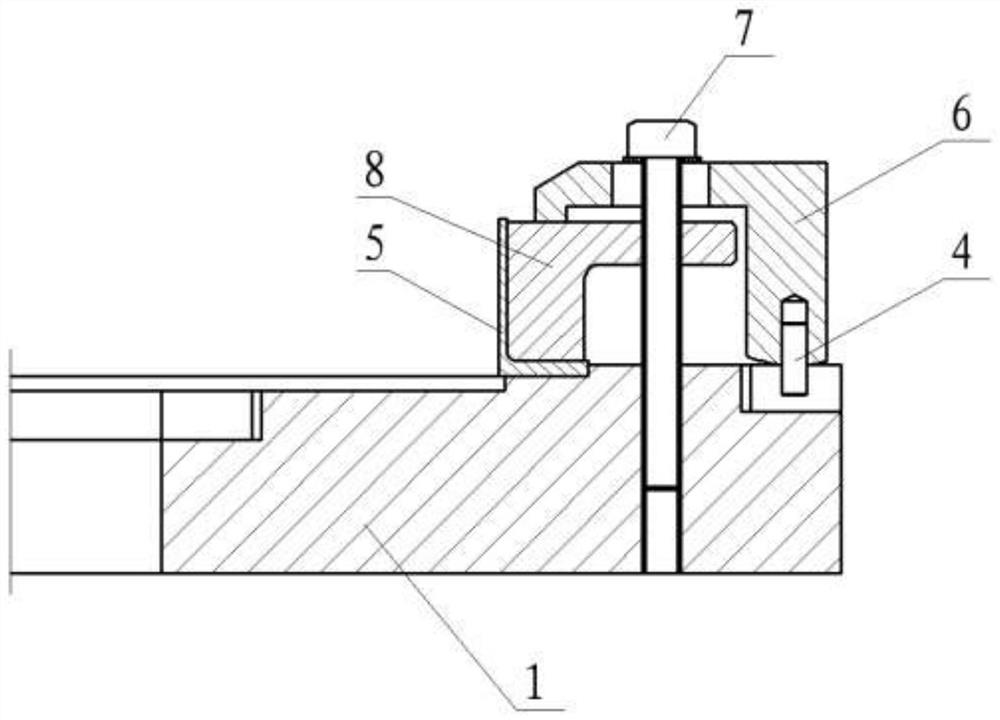
[0028] Such as figure 1 , figure 2 and image 3 As shown, the present invention provides a method for cutting and forming L-shaped thin-walled rings, comprising the following steps:
[0029] Step 1: Prepare the blank 5, the groove knife and the profile knife; further, the material of the groove knife is cemented carbide. The material of the contour knife is carbide. The overall shape of the contour knife is rhombus. Contour tools are turning tools.
[0030] Step 2: Using the groove cutter in step 1, feeding along the inner surface of the blank 5 and cutting and removing part of the material on the inner surface of the blank 5 through the pecking cutting processing method, and reserving an appropriate machining allowance;
[0031] Step 3: Using the groove cutter in step 1, feeding along the outer surface of the blank 5 and cu...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More