

Mthod for controlling roller gap of precision rolling machine of band steel
A control method and finishing mill technology, applied in the direction of rolling force/gap control, contour control, etc., can solve problems such as inaccurate outlet temperature, inaccurate outlet thickness, and affecting the quality of finished strip products, so as to improve thickness accuracy and yield, improve the accuracy and the effect of
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The present invention will be described in further detail below in conjunction with the accompanying drawings.
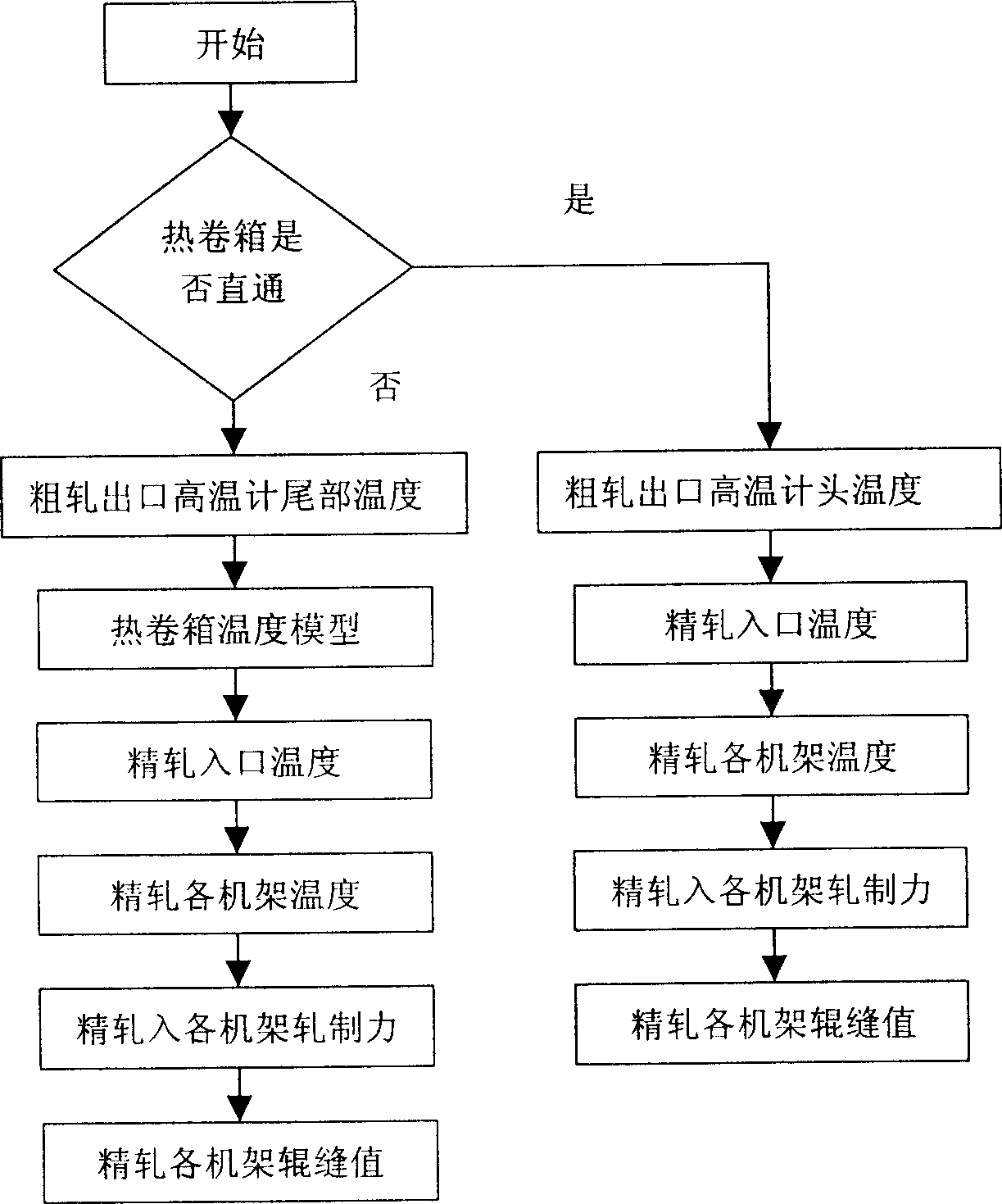
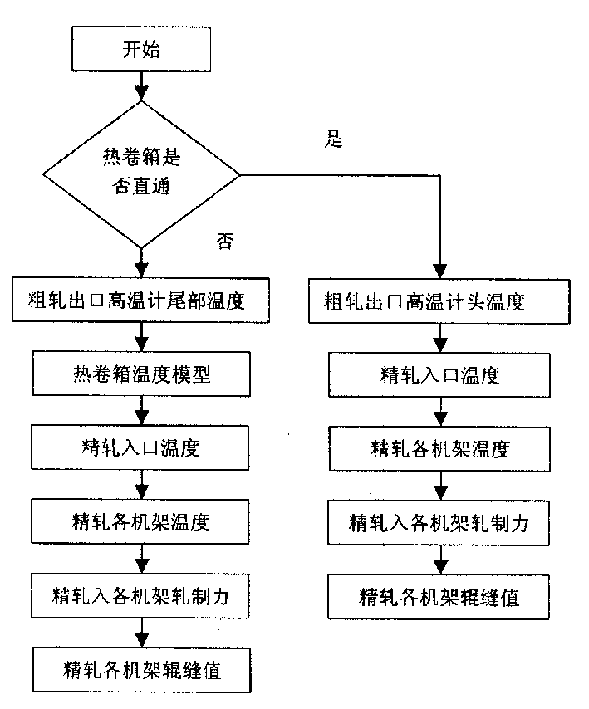
[0025] Such as figure 1 As shown, the control method of the roll gap of the strip steel finishing mill of the present invention mainly includes the temperature value of the finish rolling entrance, the temperature value of each finish rolling stand, the rolling force value of each finish rolling stand, and the finish rolling each stand by the computer. The calculation of the roll gap value of the frame is set to the first-level computer, which controls the PLC, and adjusts the pressing motor and hydraulic device to adjust the roll gap through the PLC. The mathematical model of the finish rolling inlet temperature is:
[0026] FET=RDT-αH-βGD-γL+δ
[0027] Among them: FET———finishing entrance temperature;
[0028] RDT————The actual temperature at the end of the R2 exit of the roughing mill, and its value is determined by the pyrometer at the exit of ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More