

Method for mfg optical elements
A technology for optical components and manufacturing methods, applied in manufacturing tools, glass pressing, glass manufacturing equipment, etc., can solve cumbersome problems and achieve the effect of high production efficiency and high surface accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
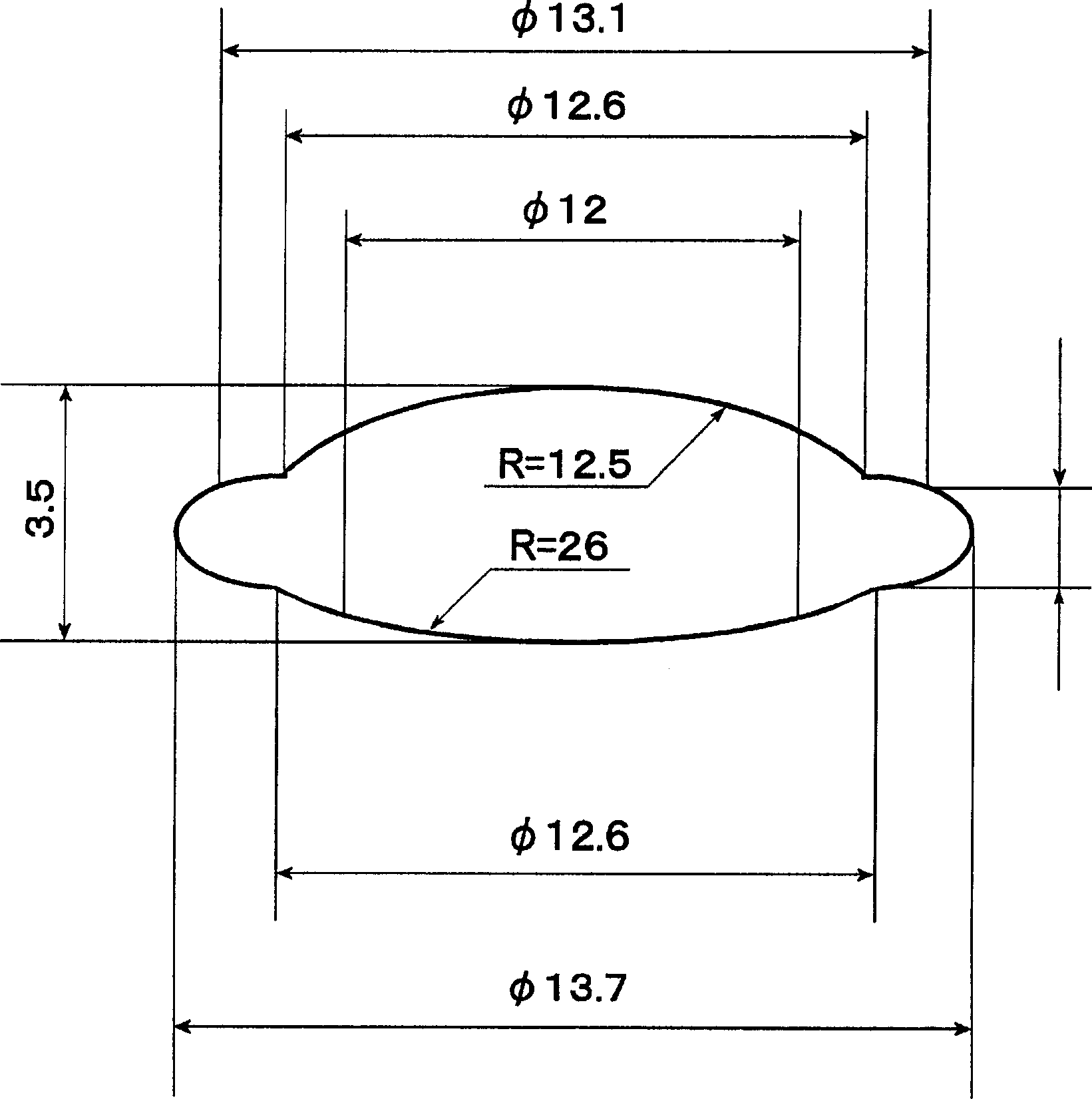
[0102] [Example 1: Manufacture of biconvex lens]
[0103] decide as follows image 3 The shape of the extrusion (including the portion removed by centering edging) is shown. exist image 3 Among them, the lens is a biconvex lens with R (paraxial radius of curvature) = 12.5 (in mm, the same below) on the first surface, R (same as above) = 26 on the second surface, a central wall thickness of 3.5, and an outer diameter of φ12 ( Final shape after centering and edging).
[0104] 1. The volume of the lens to be obtained is calculated as 270mm 3 . This can be calculated using lens design software.
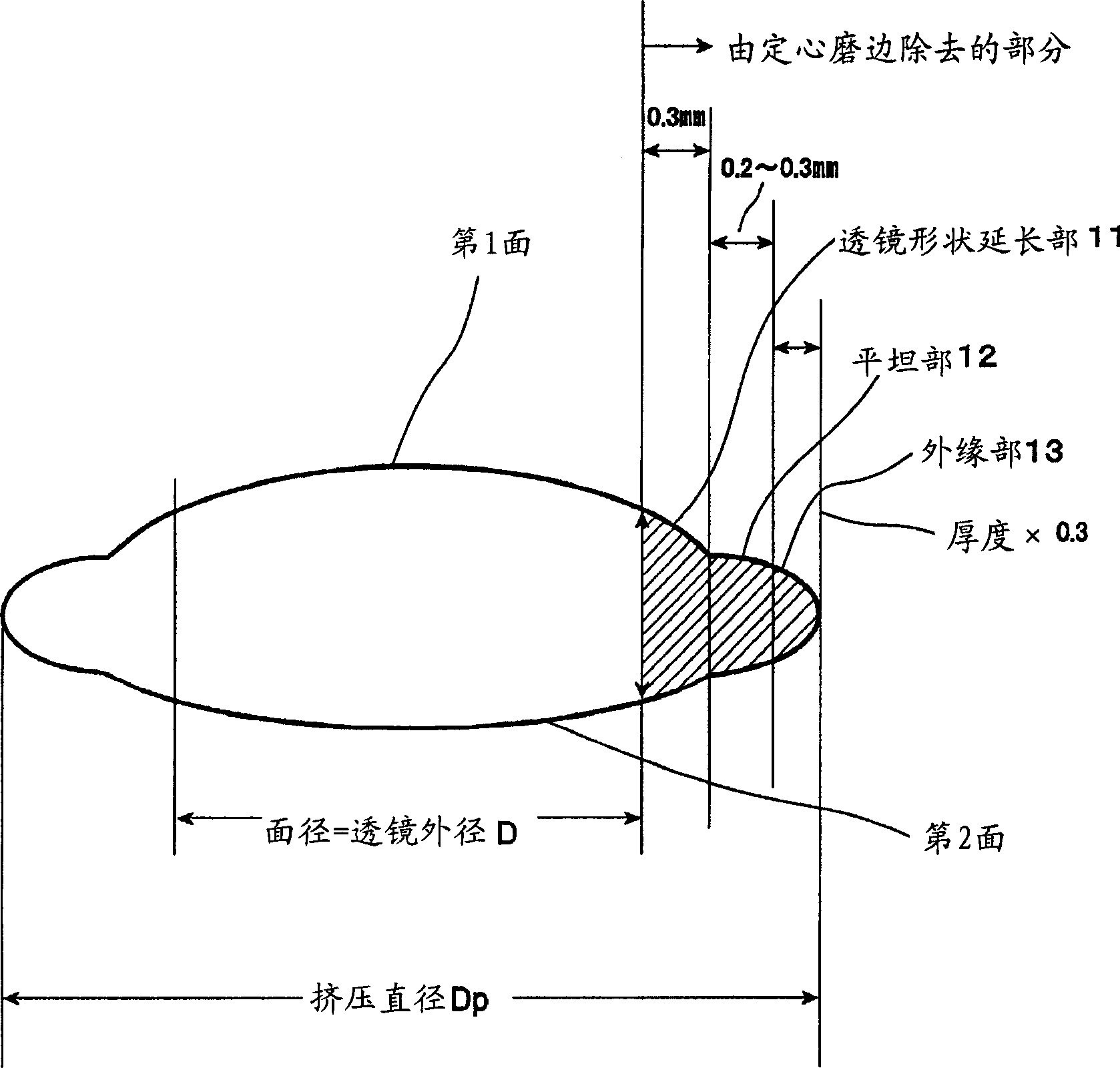
[0105] 2. On the first surface of the lens, an extension part (R=12.5) with a single side of 0.3 (R=12.5), φ12.6, is provided outside the outer diameter of the lens.
[0106] 3. On the second surface of the lens, also set an extension part (R=26) of 0.3 on one side, φ12.6.
[0107] 4. On the outside of the lens shape extension part of the first surface and the second surface of th...
Embodiment 2
[0114] [Example 2: Manufacture of concave meniscus lens]
[0115] The shape of the extruded product (including the portion removed by centering edging) shown in FIG. 5 was determined as follows. In Fig. 5, R (paraxial radius of curvature) of the first surface of the lens = 60 (in mm, the same below), R = 5.2 of the second surface (concave surface), and the surface diameter of the second surface is φ8.5. The lens A concave meniscus lens with a central wall thickness of 1.2 and a lens outer diameter of φ12 (final shape after centering and edging).
[0116] 1. The volume of the lens is calculated by using the lens design software to be 300mm 3 .
[0117] 2. On the first surface of the lens, set an extension part (R=60) with a single side of 0.3 on the outside of the lens outer diameter, φ12.6.
[0118] 3. Set a flat part (φ13.1) with a width of 0.25 on one side on the outside of φ12.6 on the first surface of the lens
[0119] 4. On the outer side of the second surface of the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| weight | aaaaa | aaaaa |
| refractive index | aaaaa | aaaaa |
| refractive index | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More