

Preform for plastics material bottles or wide-necked vessels
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
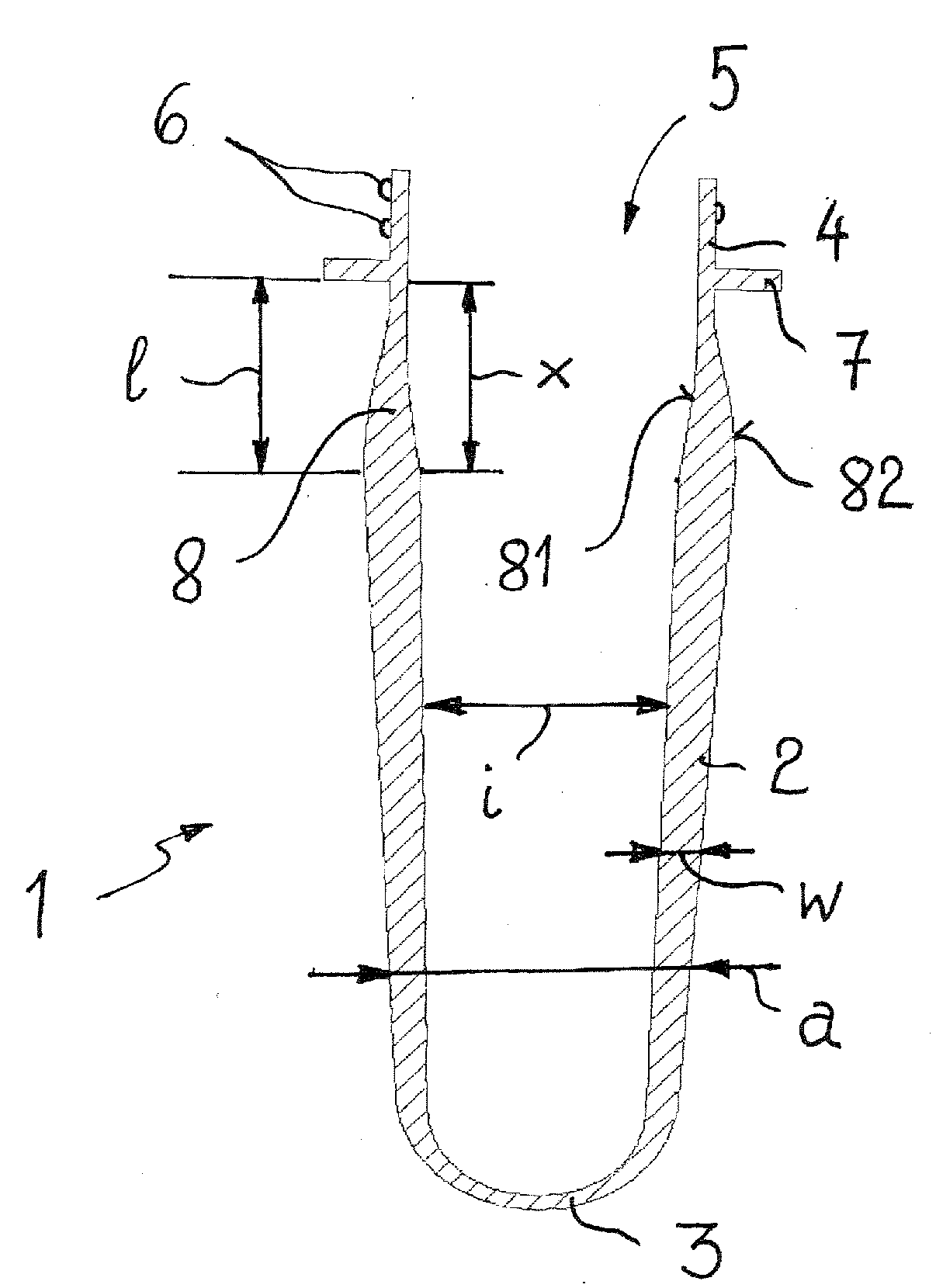
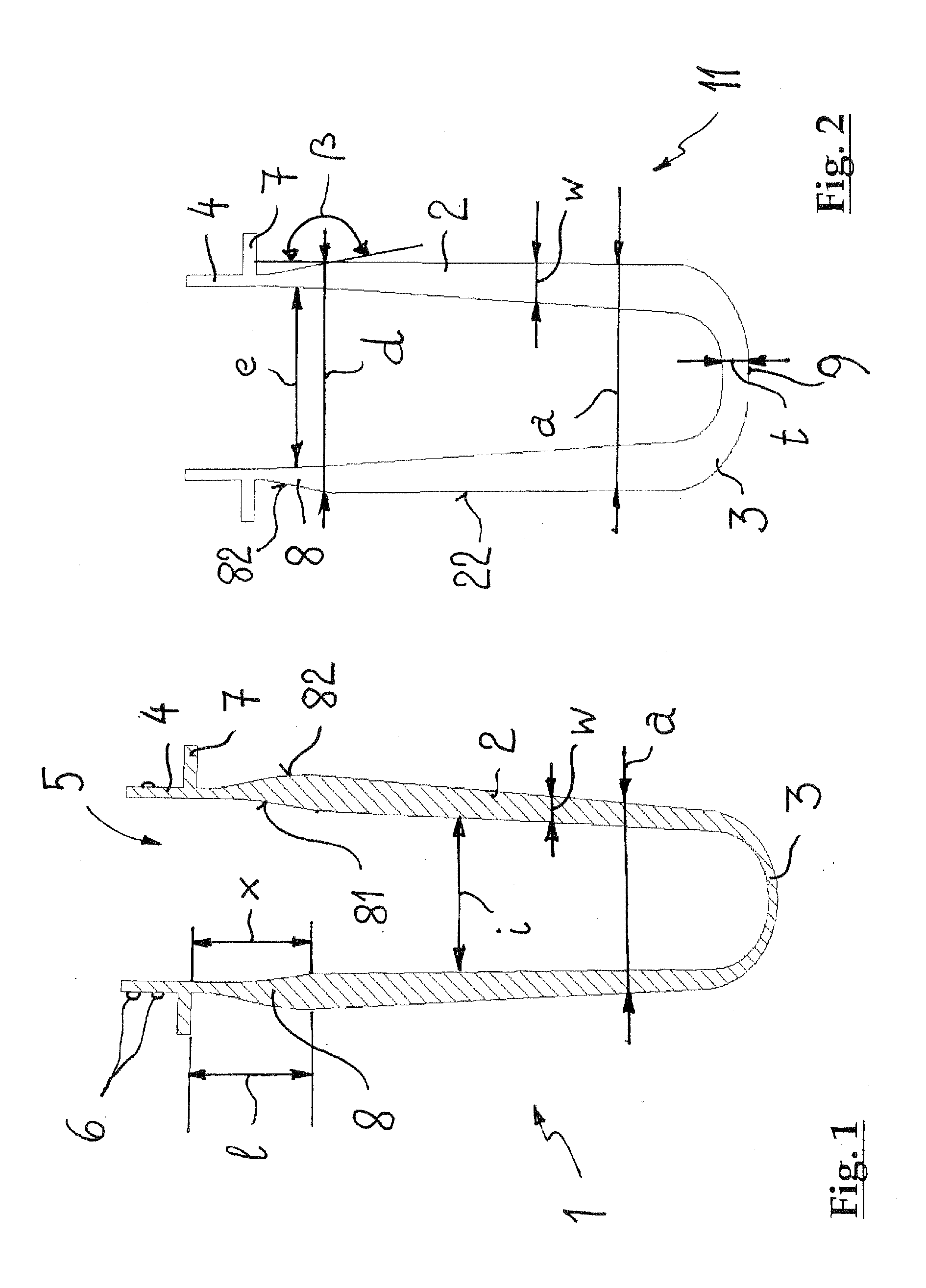
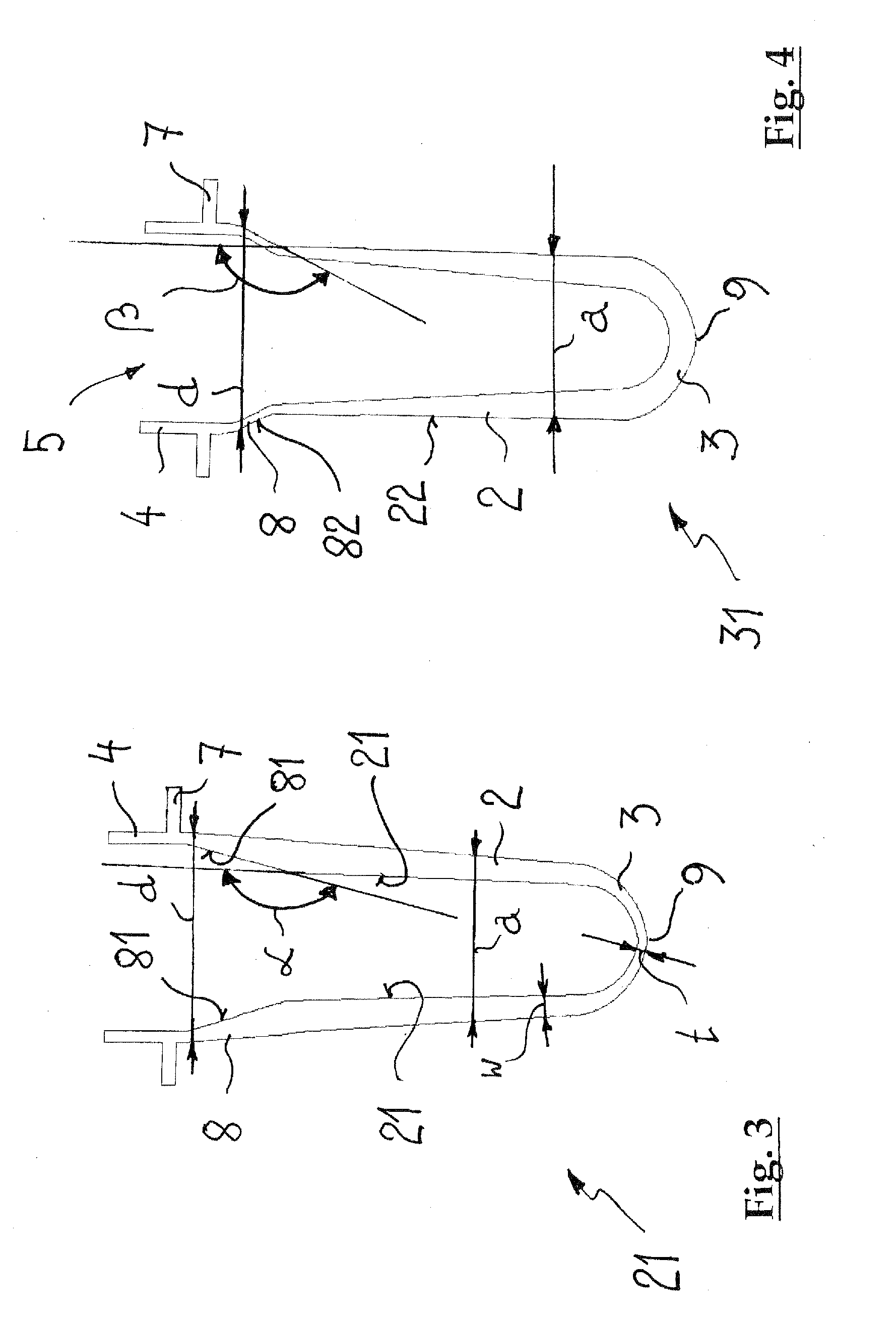
[0027]The preform illustrated in FIG. 1 is denoted in its entirety by reference numeral 1. It has a rigid, substantially elongate, frustoconically embodied body portion 2, one longitudinal end of which is closed by a dome-shaped end portion 3. The other longitudinal end of the body 2 is adjoined in the first place by what is known as a preform collar 8 which forms the transition of the body portion 2 to a neck portion 4 comprising a pouring opening 5. The neck portion 4 conventionally already displays the subsequent shape of the neck of the inflated plastics material bottle or a wide-necked vessel. Threaded portions 6 or the like are formed on the outside of the neck portion 4 for securing a closure part. The preform 1 is manufactured for example in an injection moulding method. Alternative manufacturing methods are for example extrusion or, with appropriate raw materials, spray foaming.
[0028]The preform collar 8 is separated from the neck portion 4 by an annularly encircling transp...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Fraction | aaaaa | aaaaa |
| Fraction | aaaaa | aaaaa |
| Fraction | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More