

Continuous chain caster and method
a technology which is applied in the field of continuous chain caster and caster body, can solve the problems of surface and shape problems, affecting the cooling effect, so as to prevent undesirable deformation, enhance cooling effect, and abnormal microstructure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
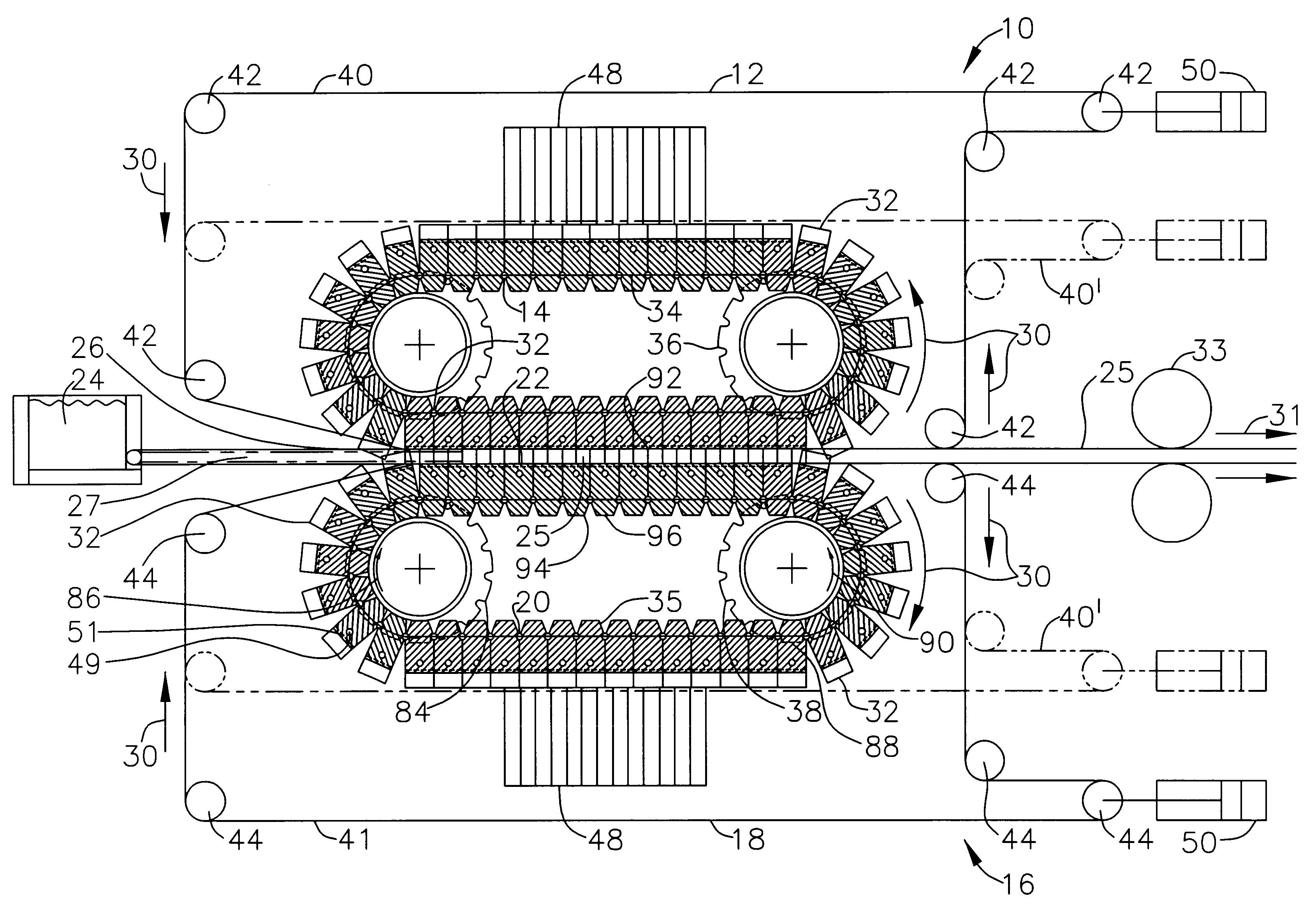
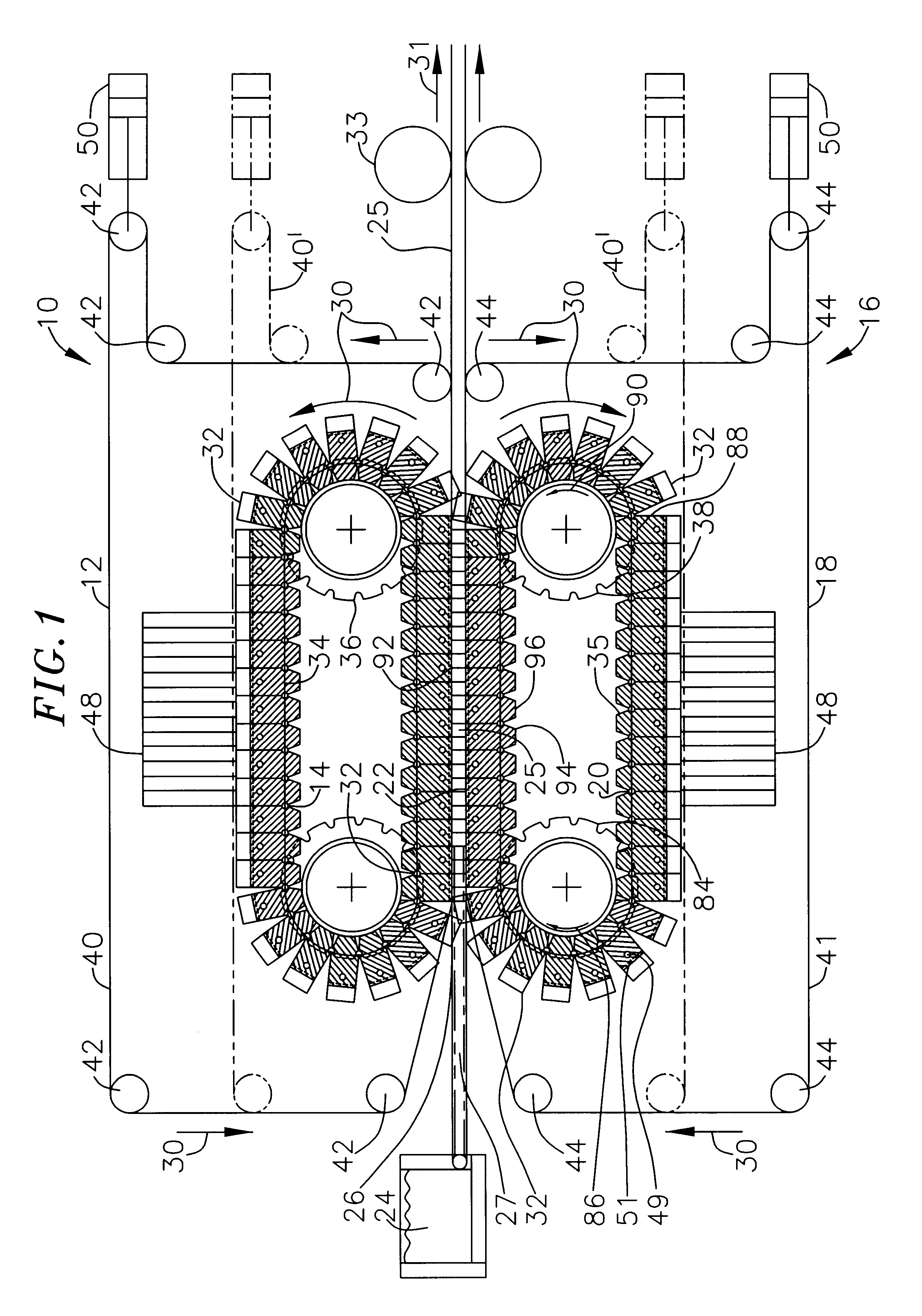
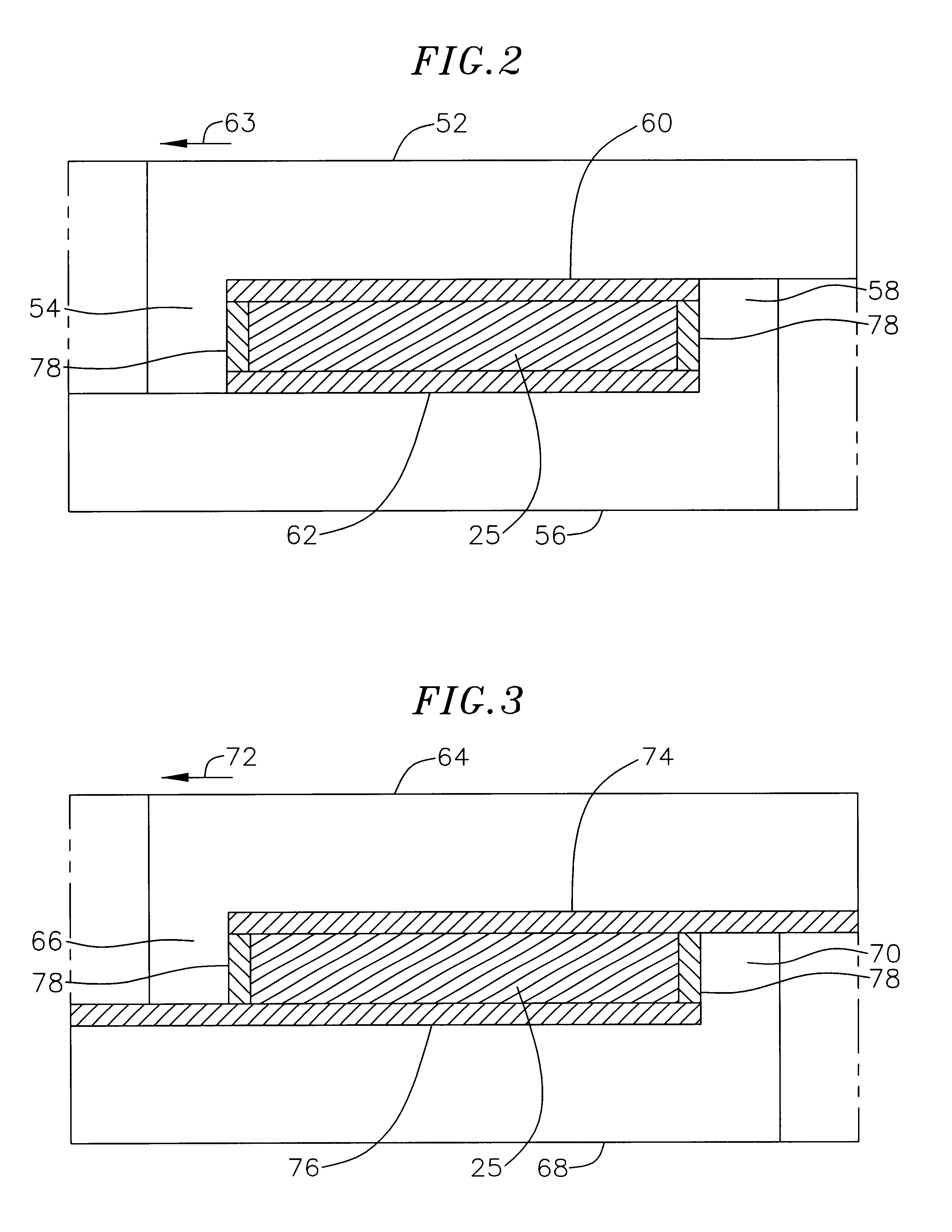
The continuous caster shown in FIG. 1 comprises an upper mold assembly, generally designated 10, which includes an upper endless belt 12 and an upper endless chain 14 which travel in upper closed belt and chain paths at synchronized speeds. The endless belt is formed from a strip of metal that is cut to length and welded end to end. Thus, the mold assembly for the preferred embodiment can also be referred to as an endless belt and chain assembly. A lower mold assembly, generally designated 16, includes a lower endless belt 18 and a lower endless chain 20 traveling in lower closed belt and chain paths. The two mold assemblies meet and move generally parallel to each other in the casting region to form a rectangular mold channel 22 in between the mold assemblies, and a headbox 24 is positioned at an opening 26 of the feed end of the continuous caster. The belts extend across the entire width of the mold channel. The headbox continuously introduces molten metal to the mold channel thro...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Power | aaaaa | aaaaa |
| Power | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More