

Method for founding main regulation valve body of steam turbine
A steam turbine and regulating valve technology, applied in casting equipment, casting molding equipment, casting molds, etc., can solve the problems of difficult cleaning of inner cavity core sand, poor feeding conditions, and difficult mass production, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] The casting method of the main steam regulating valve body of the steam turbine adopts the process of horizontal casting and vertical casting and two-stage heat treatment:
[0026] 1. Flat pouring:
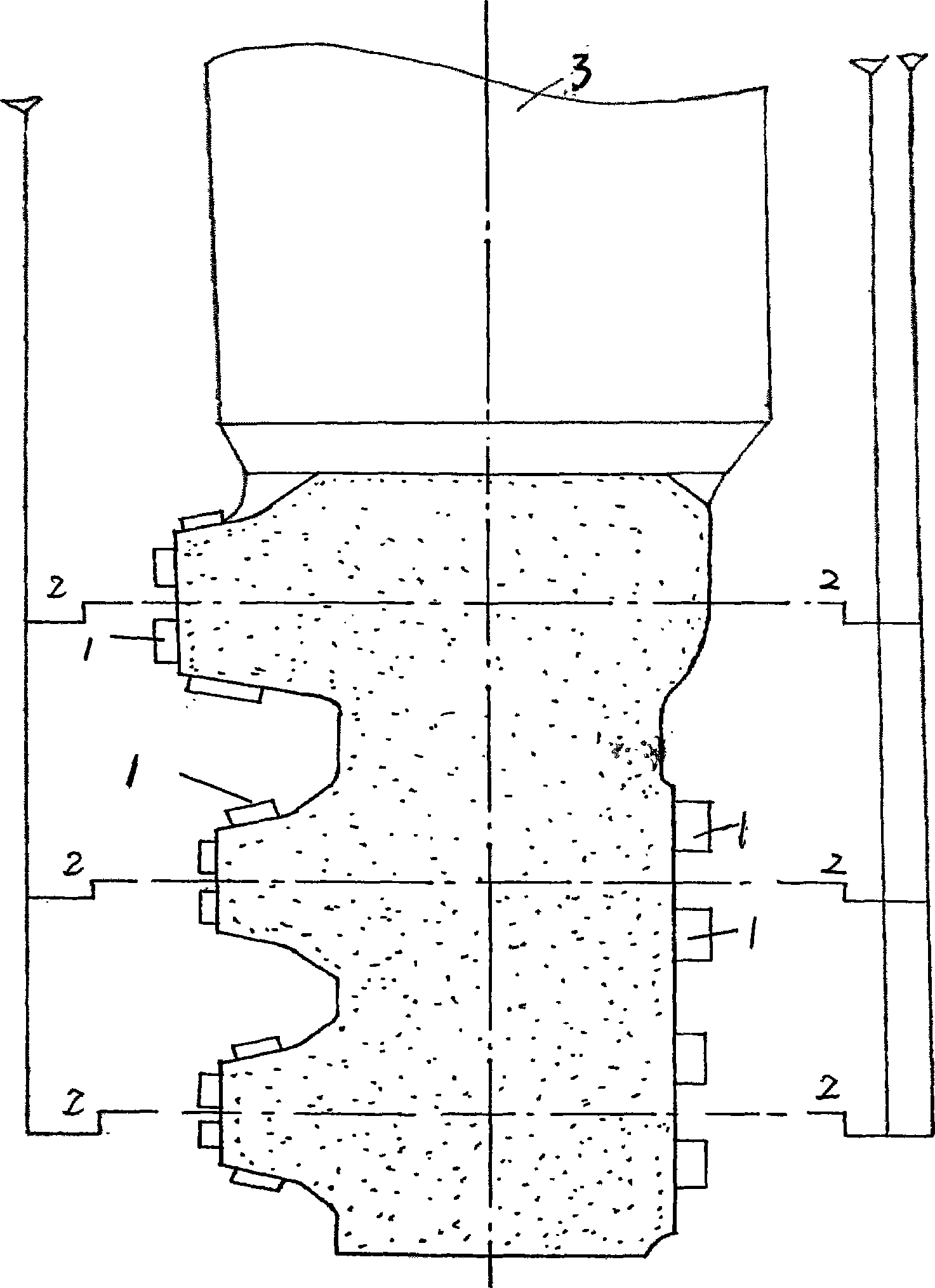
[0027] a) Flat casting: place the mold flat, cover the surface of the mold with magnesia carbon sand of 50-100mm as the surface layer, and fill the rest of the back sand; place a spacer of 10-30mm at an interval of 50-100mm on the flange part (end face and circumference) Sand cold iron sand barrier layer 1; blow carbon dioxide gas to harden the mold, take out the mold, put the mold in a drying kiln at 150-300°C for 12-16 hours, and paint the zircon powder water-based paint after leaving the kiln ;
[0028] b) Vertical pouring: After assembling and tightening several parts of the mold, stand it up for pouring. There are several layers (generally three to four layers or depending on the specific situation) on both sides from bottom to top. Gate 2 , a riser 3 made of insulat...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Layer thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More