

Thermal fusing sealing process of metal-glass solar heat-collecting tube
A technology of vacuum heat collecting tubes and solar energy, applied in the direction of solar heat collectors, fixed bases/supports of solar heat collectors, solar thermal energy, etc., can solve the problems of temperature limitation and low melting point, and achieve fusion sealing strength and tensile strength Good strength, simplified process, rapid heating effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment 1
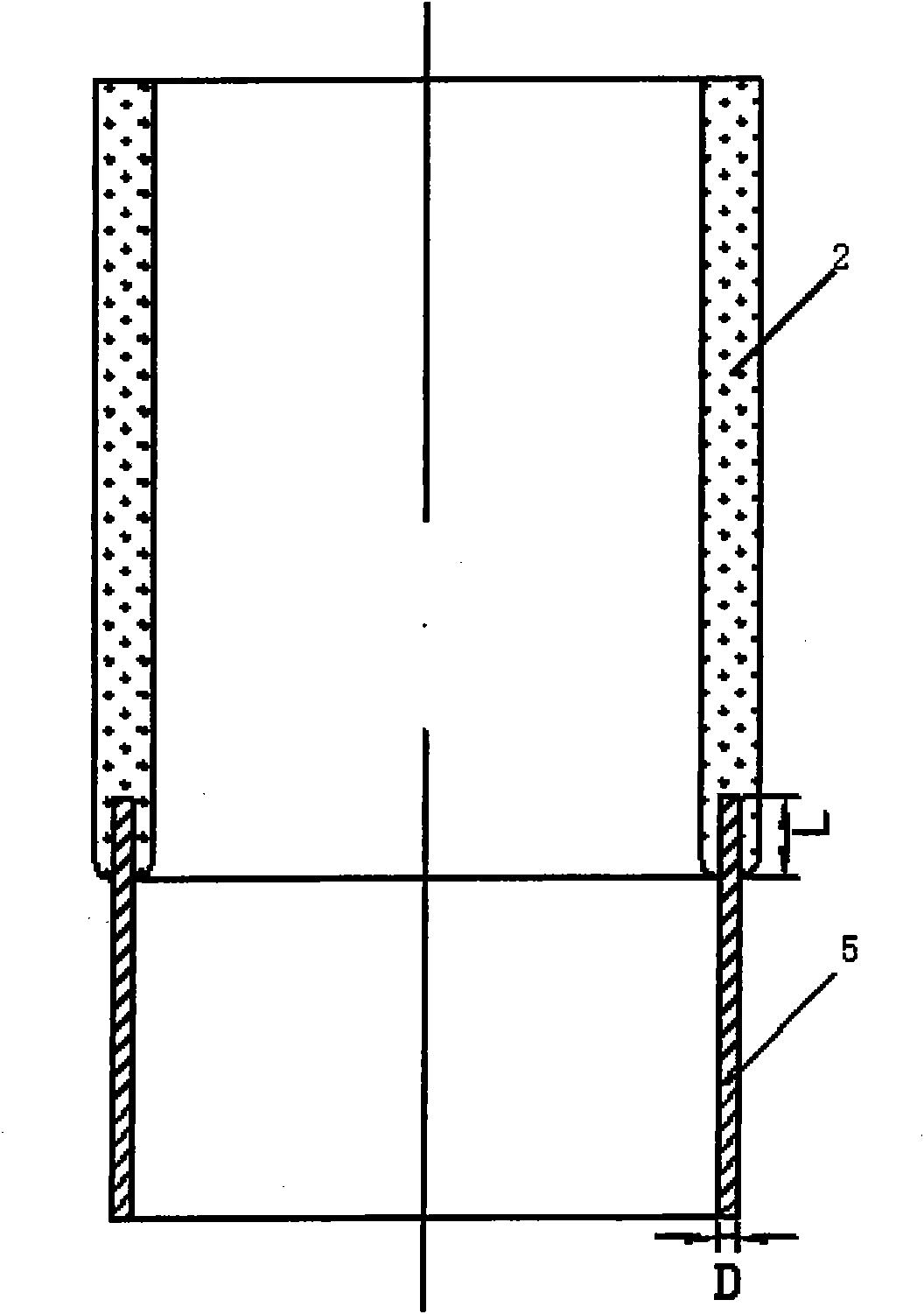
[0035] Such as figure 2 As shown, the diameter of the glass tube 2 in this embodiment is 60 mm, the wall thickness is 2 mm, and the length is 1000 mm. The transition metal tube 5 is a straight tube, using 4J33 iron-nickel-cobalt alloy, and the wall thickness D is 0.3 mm. First, place the transition metal tube 5 under the glass tube 2 and align it coaxially; use high-frequency electromagnetic induction heating equipment to pre-oxidize the fusion seal of the transition metal tube 5 in the air, the temperature is 1050 ℃, and the time is 1 minute ; Then the lower end of the glass tube 2 is in positive contact with the upper end of the transition metal tube 5, and the transition metal tube is heated continuously, and the glass tube 2 is heated by the transition metal tube 5; after the contact part of the lower end of the glass tube 2 softens or melts, apply Slowly insert the transition metal tube 5 into the wall of the glass tube 2 with appropriate pressure, and insert the transition m...
Embodiment 2
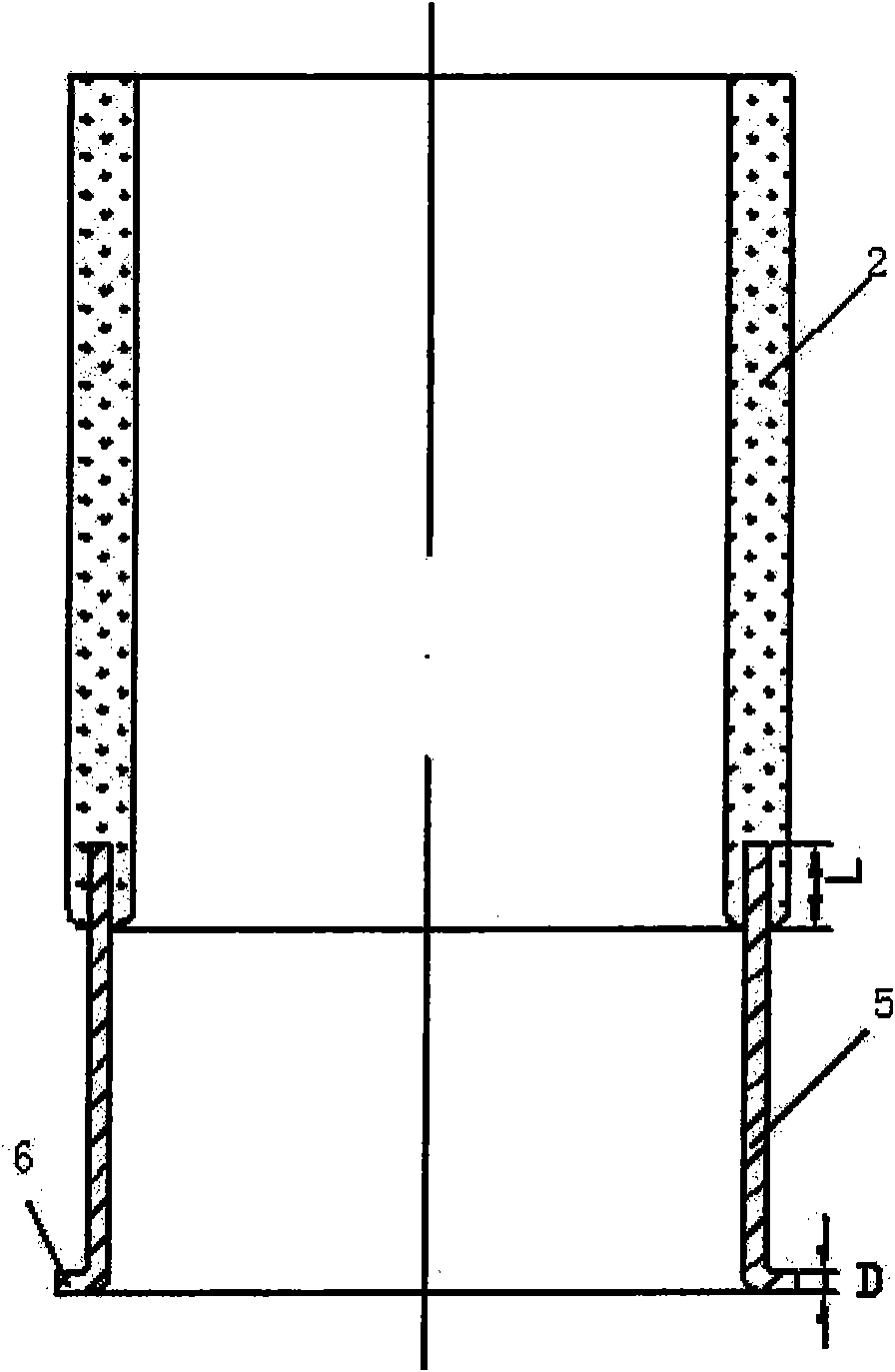
[0037] Such as image 3 As shown, the outer diameter of the glass tube 2 in this embodiment is 120 mm, the wall thickness is 3 mm, and the length is 250 mm. The transition metal tube 5 has an L-shaped outer flange 6 structure, the material is 4J29 iron-nickel-cobalt alloy, and the wall thickness is 1mm. First, place the transition metal tube 5 under the glass tube 2 and align it coaxially; use high-frequency electromagnetic induction heating equipment to pre-oxidize the fusion seal of the transition metal tube 5 in air at a temperature of 950°C and a time of 3 minutes ; Then the lower end of the glass tube 2 is in positive contact with the upper end of the transition metal tube 5, and the high-frequency electromagnetic induction heating device is used to continue heating the transition metal tube, and the lower end of the glass tube 2 is heated by the transition metal tube 5 until the lower end of the glass tube 2 After the contact part is softened or melted, apply appropriate pre...
Embodiment 3
[0039] Such as Figure 4 As shown, the diameter of the glass tube 2 in this embodiment is 104 mm, the wall thickness is 2.8 mm, and the length is 2000 mm. The transition metal tube 5 has an outer annular step 7 and adopts a 4J44 iron-nickel-cobalt alloy with a wall thickness D of 0.8 mm. First, place the transition metal tube 5 under the glass tube 2 and align it coaxially; use high-frequency electromagnetic induction heating equipment to pre-oxidize the fusion seal of the transition metal tube 5 in the air, the temperature is 800 ℃, and the time is 15 minutes ; Then the lower end of the glass tube 2 is in positive contact with the upper end of the transition metal tube 5, and the high-frequency electromagnetic induction heating device is used to continue heating the transition metal tube, and the glass tube 2 is heated by the transition metal tube 5; After the contact part is softened or melted, apply appropriate pressure to slowly insert the transition metal tube 5 into the wall...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Outer diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More