Non-contact tension detection and feedback control mesh belt winding device
A technology of tension detection and feedback control, applied in the direction of non-electric variable control, mechanical pressure/force control, electromechanical devices, etc., can solve the problems of easily changing the tension of the webbing, affecting the accuracy of the detection results, and the adjustment effect is not real-time and fast enough to achieve Accurate detection results, rapid and more effective tension adjustment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Example Embodiment
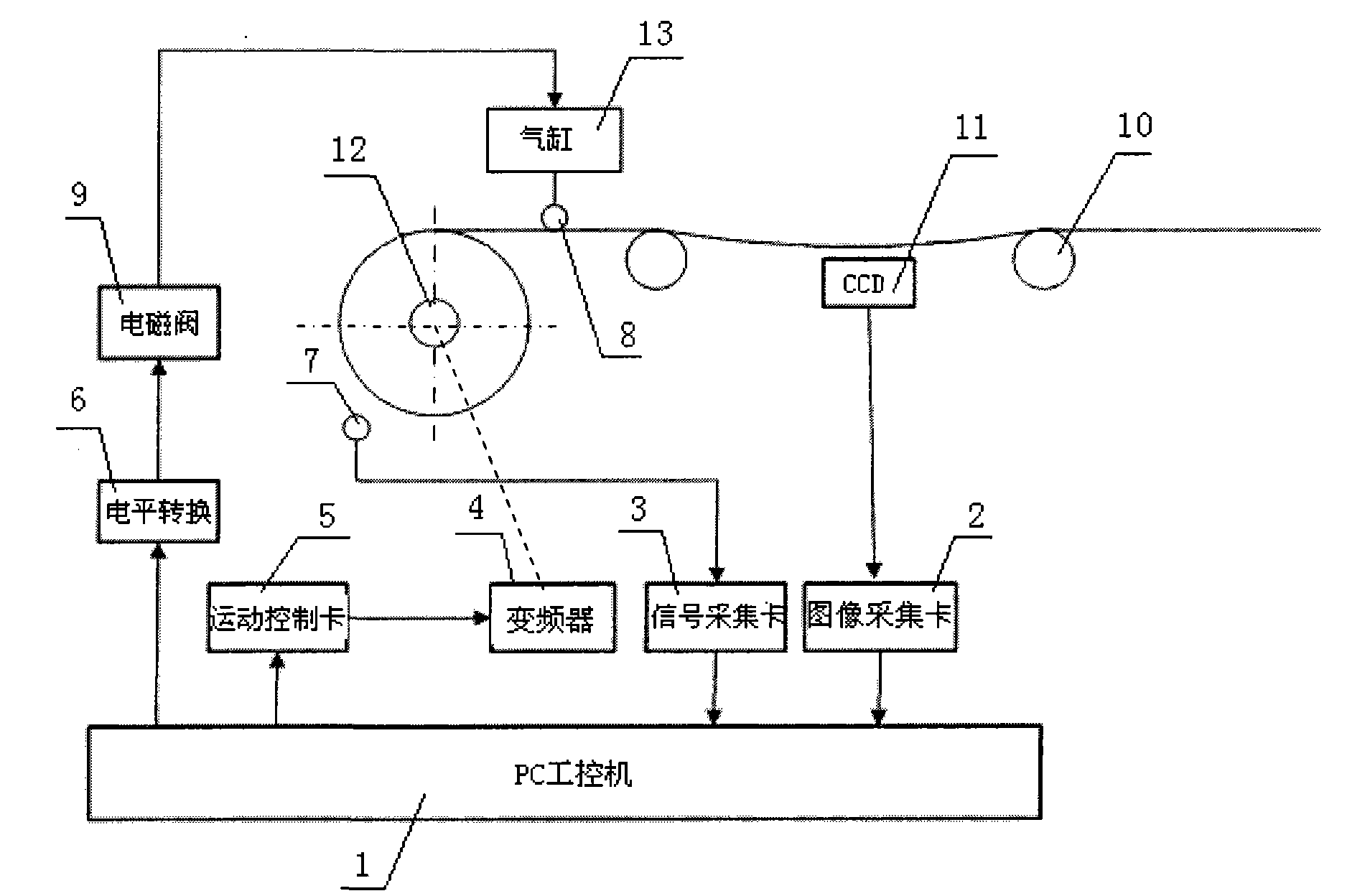
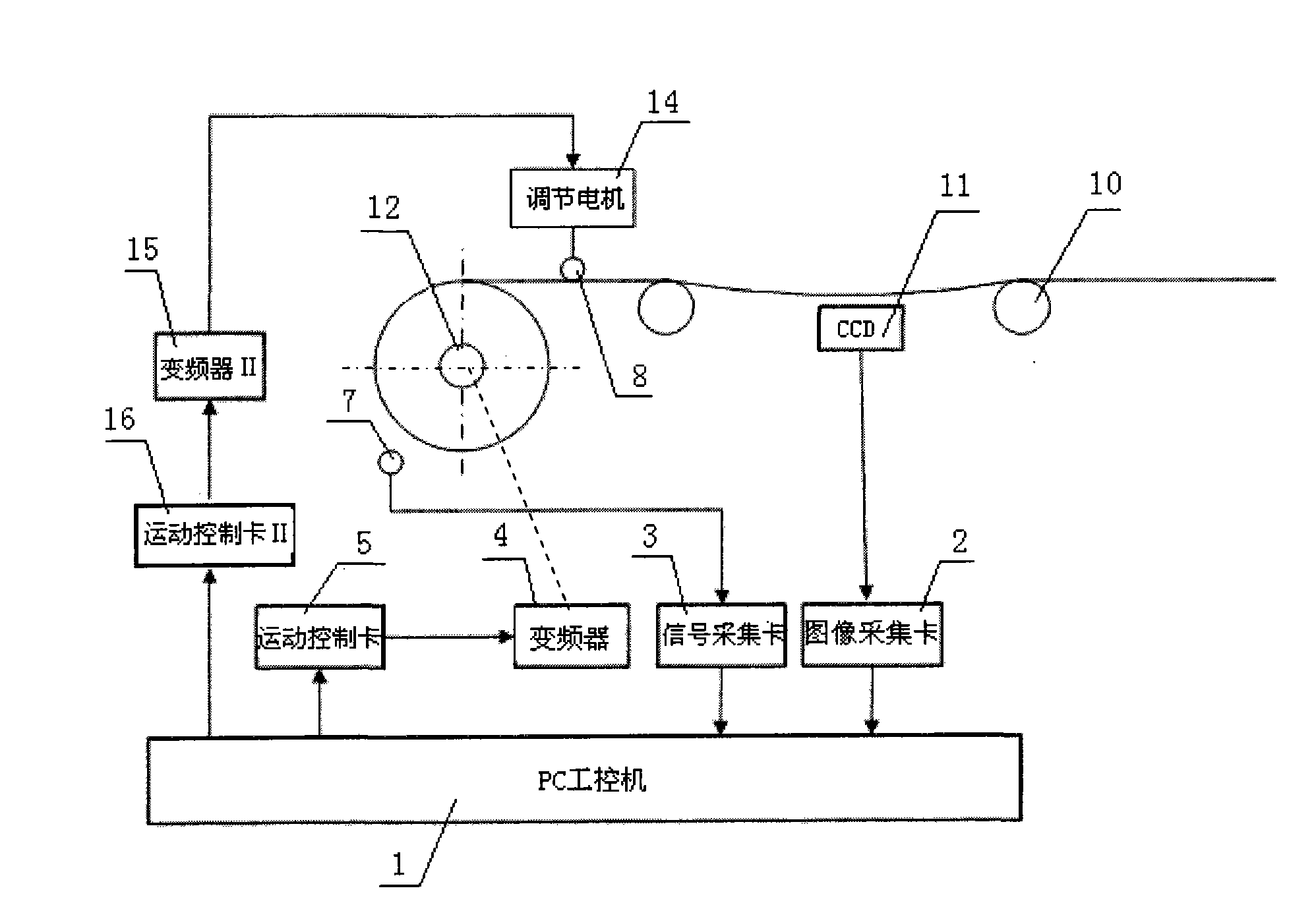
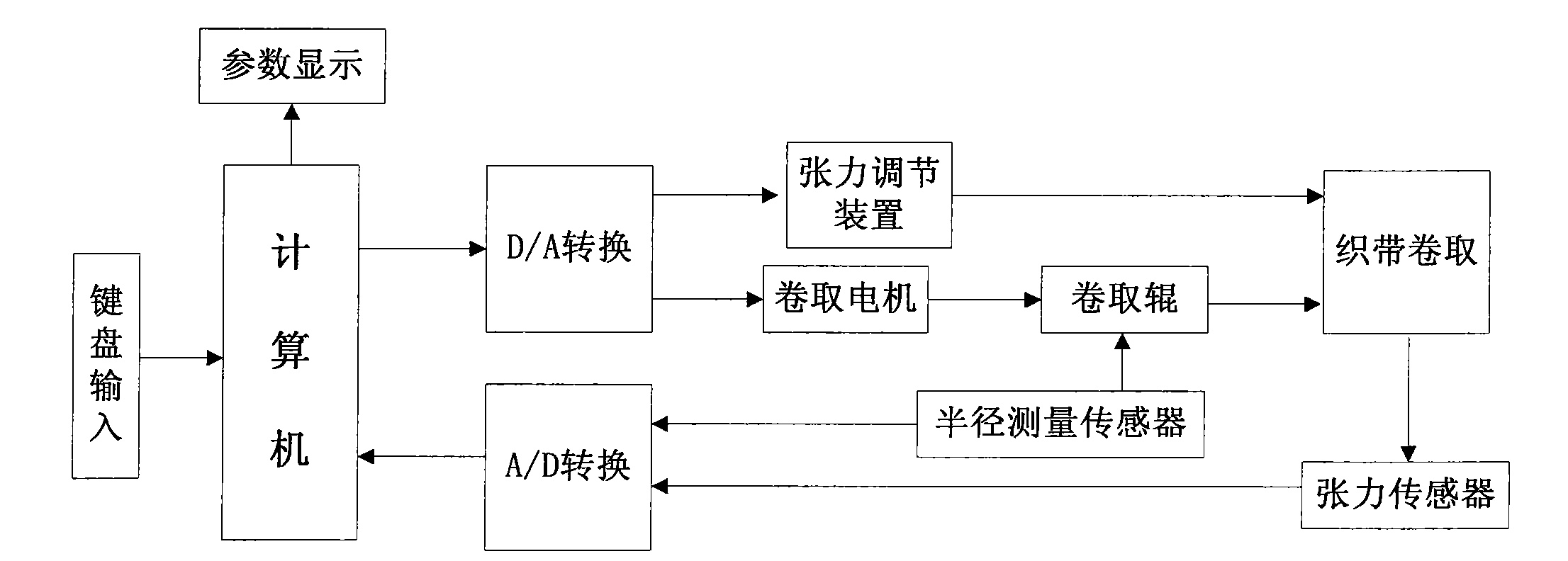
[0019] In order to better understand the present invention, the technical solutions of the present invention will be further described below in conjunction with the accompanying drawings and embodiments, see Figure 1 to Figure 4 :
[0020] The webbing winding device with non-contact tension detection and feedback control implemented according to the present invention includes a winding roller, which is driven to rotate by a winding motor 12 to wind the webbing around the roller. The winding motor 12 adopts AC Asynchronous motor. The linear velocity of the webbing is equal to the product of the angular velocity and the radius of the package, and as the winding progresses, the radius of the package increases. If the speed of the winding motor 12 remains unchanged, the linear velocity of the webbing will increase , Causing the webbing tension to increase. When the tension range of the webbing exceeds 10% of the initial tension, it will have a significant impact on the weaving effect,...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com