

Cold-iron magnetic adsorption method for core-shooting sand core upper die
A technology of magnetic adsorption and cold iron, applied in the direction of casting mold, core, casting mold composition, etc., can solve the problems of affecting the strength of the final casting, the difficulty of fixing the cold iron of the sand core, and the joints of the whole sand core, so as to achieve the finished product. High efficiency, convenient production, and the effect of eliminating wall seams
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
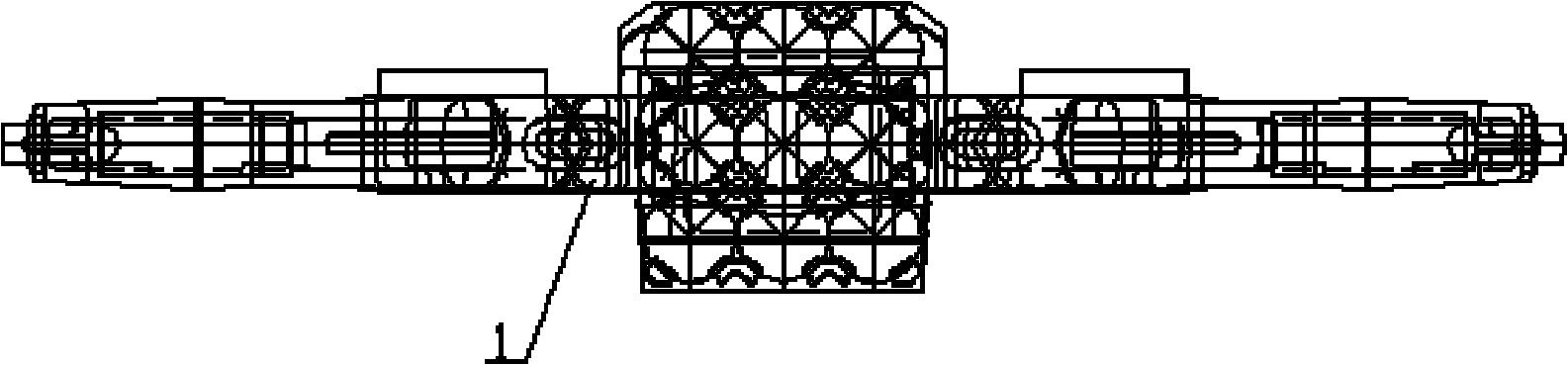
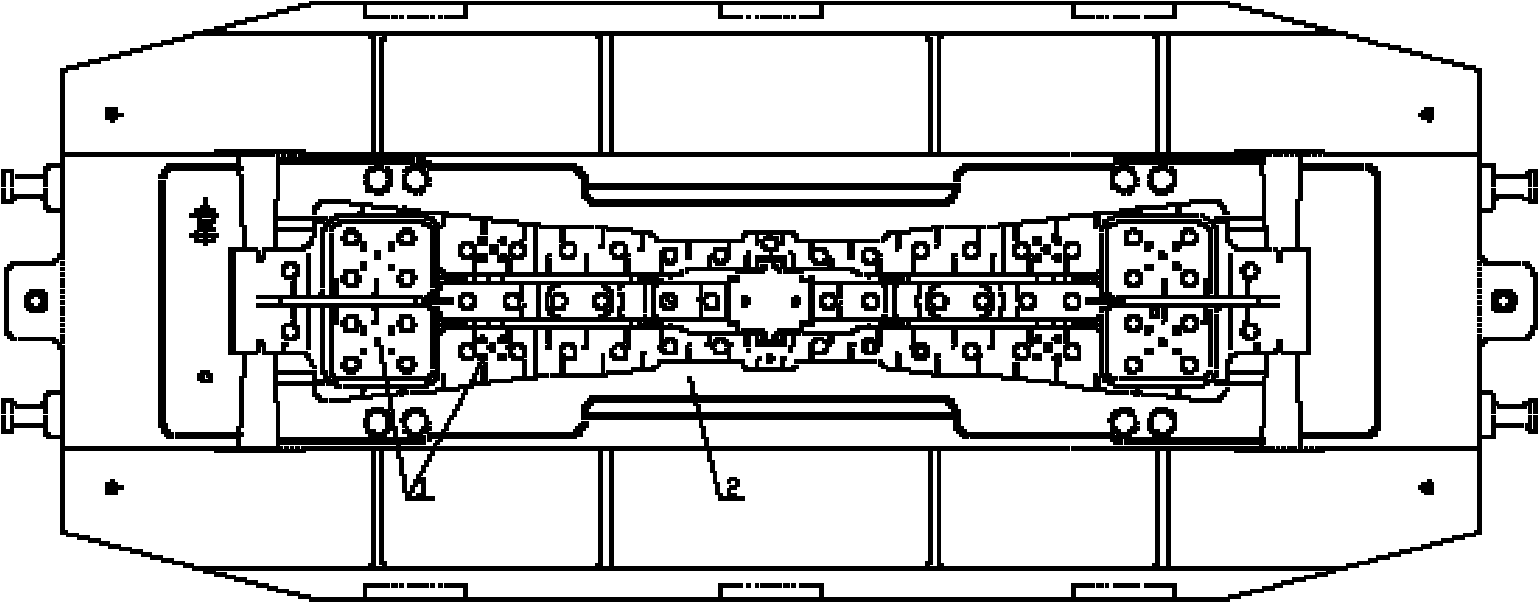
[0010] Embodiments of the invention. The present invention takes the side frame that train wagon carriage is used as example, as image 3 As shown, the sand core mold 2 is made according to the shape of the existing side frame sand core, the sand core mold 2 is divided into an upper mold and a lower mold, and a magnet 3 is set above the upper mold of the sand core mold 2, and the upper mold for absorbing the sand core needs to be placed The cold iron is used, and then the sand is shot in the sand core mold 2 to obtain the sand core 1.
[0011] Can also make positioning film according to the shape and the position of the type chill iron on the sand core 1, chill iron is placed on the positioning tire mold, the positioning film is sent into the sand core mold 2, and the chill iron is adsorbed on the magnet. The shape of the positioning membrane is the same as the size of the lower mold of the sand core mold 2 or smaller than the lower mold, and the fixed block of the chilled ir...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More