

Method for forming diameter-variable parts by viscoelastic-plastic flexible die
A reduction ratio, viscoelastic technology, applied in the field of sheet metal forming, can solve the problems of unstable forming, wrinkling, etc., and achieve the effect of low manufacturing cost, low pressure and promoting flow
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
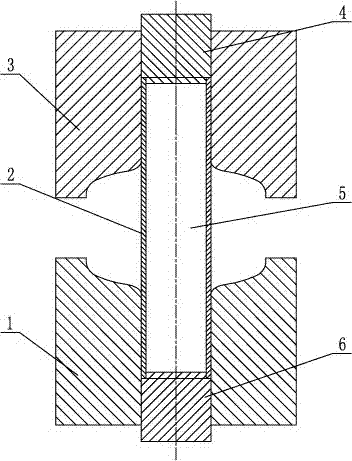
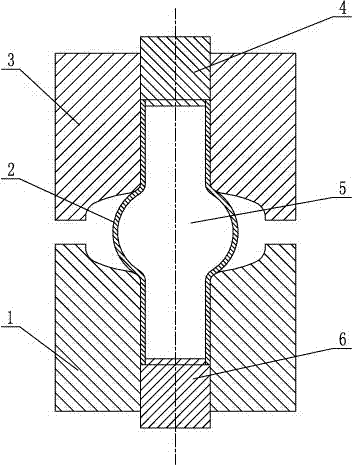
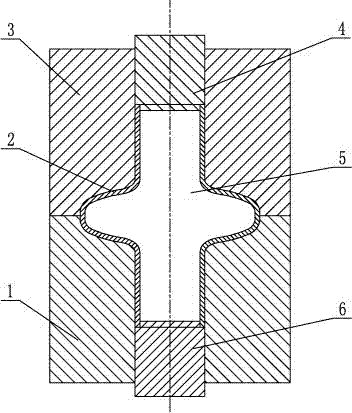
[0016] Specific implementation mode one: combine Figure 1-Figure 3 To illustrate this embodiment, the steps of a viscoelastic-plastic soft mold forming method for a variable diameter part with a large diameter reduction ratio in this embodiment are as follows:
[0017] Step 1: install the upper end of the tube blank 2 in the cavity of the upper mold 3, install the lower end of the tube blank 2 in the cavity of the lower mold 1, and simultaneously use the lower plunger 6 to seal the lower end of the tube blank 2;
[0018] Step 2: filling the inside of the shell 2 with the viscoelastic plastic material 5;
[0019] Step 3: Use the upper plunger 4 to seal the upper end of the tube blank 2, and press the lower end of the upper plunger 4 into the tube blank 2 to compact the viscoelastic-plastic material 5 to form a pre-pressure of 1-3 MPa;
[0020] Step 4: Install and position the upper die 3 and the lower die 1 on the press, and determine the gap between the upper die 3 and the l...
specific Embodiment approach 2
[0025] Embodiment 2: This embodiment differs from Embodiment 1 in that: the wall thickness of the tube blank 2 is 1 mm to 4 mm. The formed variable diameter parts have higher dimensional accuracy.
specific Embodiment approach 3
[0026] Embodiment 3: The difference between this embodiment and Embodiment 1 or 2 is that the viscoelastic plastic material 5 in step 2 has a molecular weight of 400000g / mol~600000g / mol and a viscosity of 10000Pa·s~16000Pa·s. The state of matter of the molecular polymer material and the viscoelastic plastic material 5 is semi-solid. The viscoelastic-plastic material 5 has better strain rate sensitivity, is more adaptable to stress changes during the deformation process of the shell 2, and better suppresses possible wrinkling during the forming process.
PUM
| Property | Measurement | Unit |
|---|---|---|
| viscosity | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More