

Method of producing seamless pipe and apparatus for performing the same
A technology of seamless steel pipe and manufacturing method, applied in the direction of manufacturing tools, metal processing equipment, workpiece surface treatment equipment, etc., can solve the problems of large fuel or electric power, consumption, and inability to become energy-saving, and achieve excellent results
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
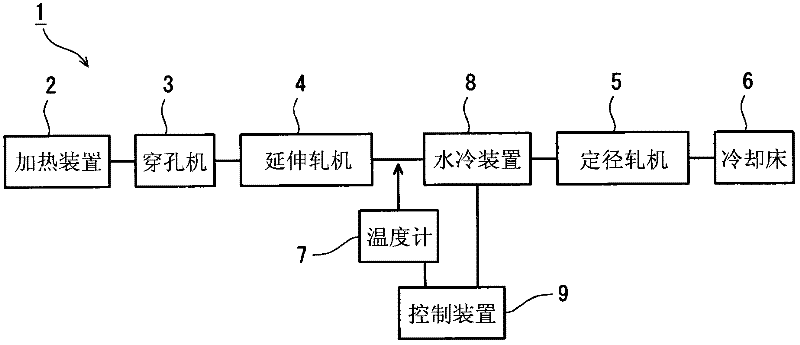
[0070] In order to confirm the effect of the present invention, the above-mentioned figure 1 The shown manufacturing facility performed piercing-rolling, elongation rolling, and sizing rolling to manufacture seamless steel pipes of the following specifications.
[0071] Dimensions: outer diameter 406.4mm, wall thickness 30.7mm, length 12m
[0072] ·Material: low carbon steel (C: 0.6wt%)
[0073] During sizing rolling, the temperature of the elongated hollow shell was measured, and water was sprayed to the hollow shell at the amount of water shown in Table 1 below based on the temperature distribution in the longitudinal direction. In addition, for comparison, a test in which water injection was not performed was carried out.
[0074] (Table 1)
[0075] Table 1
[0076]
[0077] Immediately after sizing rolling, the temperature of the seamless steel pipe was measured, and after cooling the steel pipe, the outer diameter of the steel pipe was measured over the entire len...
Embodiment 2
[0082] Implementation using the above figure 1 The manufacturing equipment shown is piercing rolling, elongation rolling, sizing rolling, quenching, and tempering treatment, and the actual machine test of manufacturing seamless steel pipes of the following specifications is confirmed. impact of characteristics.
[0083] Dimensions: outer diameter 406mm, wall thickness 14mm, length 12m
[0084] ・Material: Low carbon steel with the composition shown in Table 2 below
[0085] ·Mechanical characteristics: API standard X65 level
[0086] (Table 2)
[0087] Table 2
[0088] Unit: mass%
[0089]
[0090] During sizing rolling, the temperature of the elongated hollow shell was measured, and water was sprayed to the hollow shell at the amount of water shown in Table 3 below based on the temperature distribution in the longitudinal direction. In addition, for comparison, a test in which water injection was not performed was carried out.
[...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More