

Plate back press forming method utilizing displacement control mode
A technology of displacement control and pressure forming, which is applied in the field of plate forming, can solve the problems of large deformation and complex shape, and achieve the effect of large deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
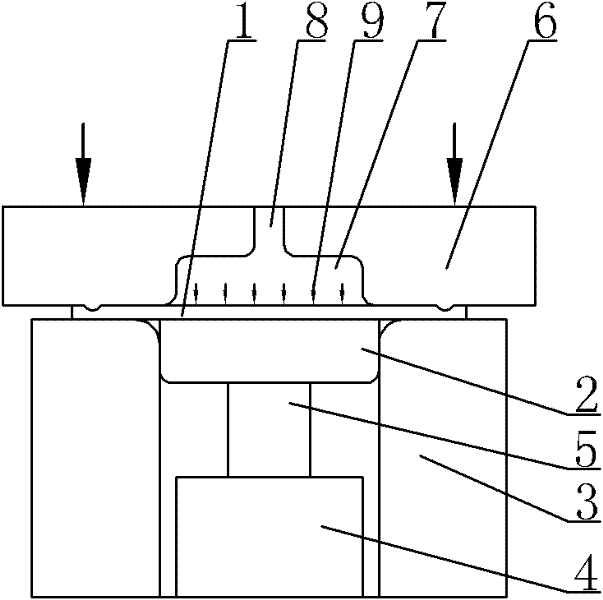
[0013] Specific implementation mode one: combine Figure 1 to Figure 8 To illustrate this embodiment, the specific steps of a method for pressurizing the back of a plate using a displacement control method described in this embodiment are as follows:
[0014] Step 1, placing the slab 1 to be formed on the die base 2, adjusting the position of the plunger rod 5 of the hydraulic cylinder 4, so that the upper surface of the die 3 contacts the lower surface of the slab 1 to be formed;
[0015] Step 2, the pressing plate 6 moves downward to press the slab 1 to be formed on the upper surface of the die holder 2, and the lower surface of the pressing plate 6 and the upper surface of the slab 1 to be formed form a closed cavity 7;
[0016] Step 3: Inject the high-pressure fluid medium 9 into the cavity 7 through the through hole 8 opened above the pressure plate 6;
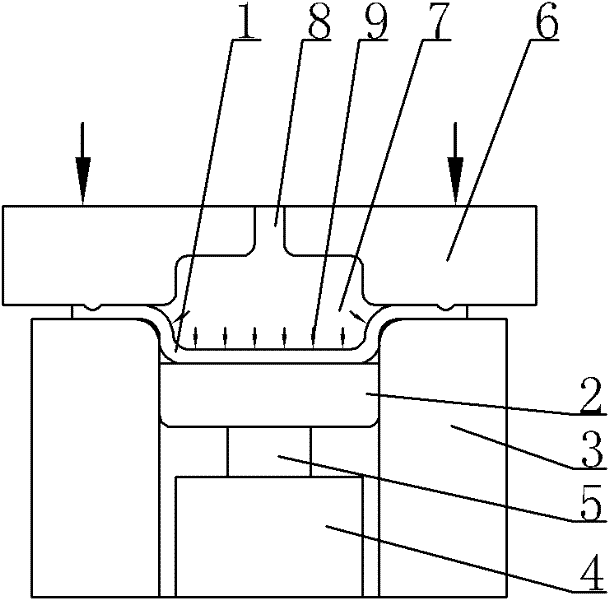
[0017] Step 4, by controlling the plunger rod 5 of the hydraulic cylinder 4 to move down, the die 3 and the slab to be...
specific Embodiment approach 2
[0020] Specific implementation mode two: combination figure 1 , figure 2 , Figure 5 with Image 6 To illustrate this embodiment, the high-pressure fluid medium 9 in Step 3 of a method for pressurizing the backside of a plate using a displacement control method described in this embodiment is a liquid high-pressure fluid medium 9 of 1-200Mpa. Other components and connections are the same as those in the first embodiment.
specific Embodiment approach 3
[0021] Specific implementation mode three: combination figure 1 , figure 2 , Figure 5 with Image 6 To illustrate this embodiment, the high-pressure fluid medium 9 in Step 3 of a method for pressurizing the backside of a plate using a displacement control method described in this embodiment is a gaseous high-pressure fluid medium 9 of 1-100 Mpa. Other components and connections are the same as those in the first embodiment.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More