

Method for full mold-filling casting below melting point
A melting point and complete technology, applied in the field of metal or alloy material casting, can solve the problems of many casting defects, poor filling ability, failure to meet the design requirements, etc., and achieve the effect of reduced production cost and fine grain size
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
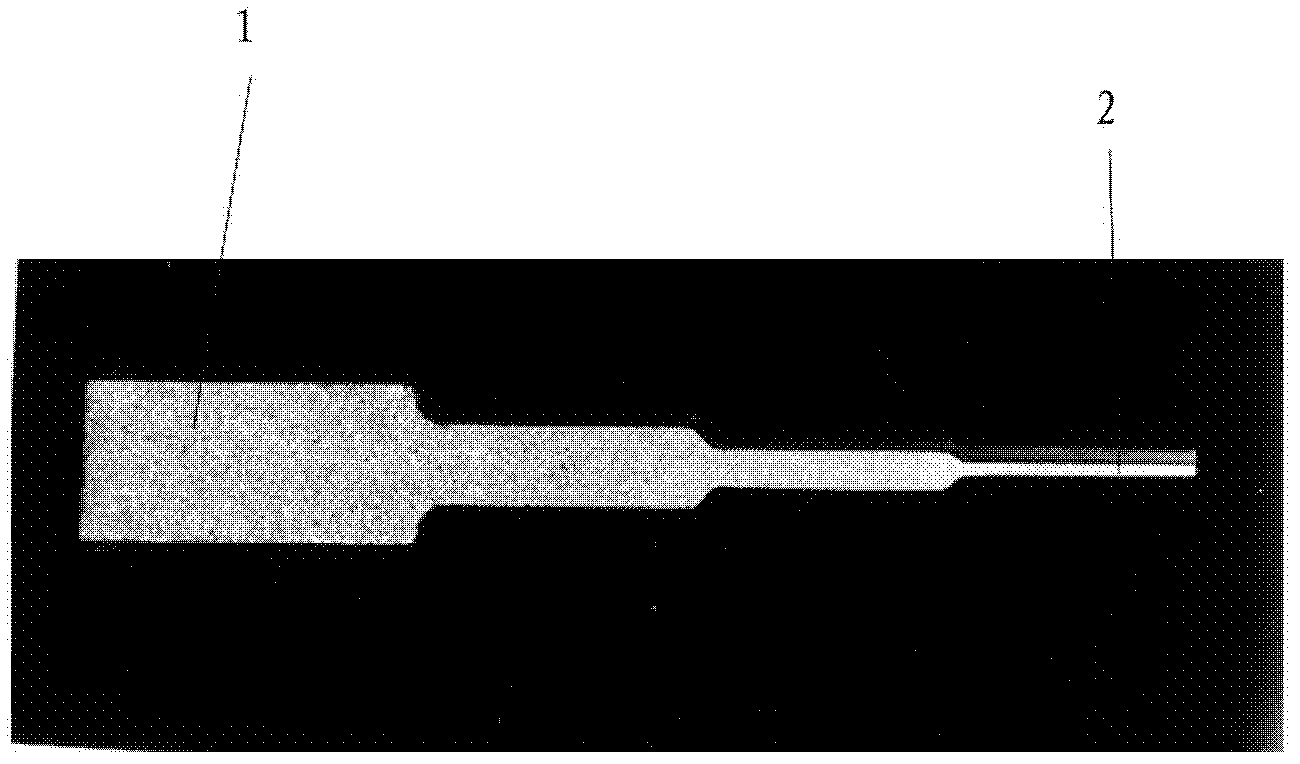
[0033] Example 1 uses K4169 alloy, and the size of the filling sample is: 60×60×40+60×60×20+60×60×8+60×60×2.5 in a stepped shape.
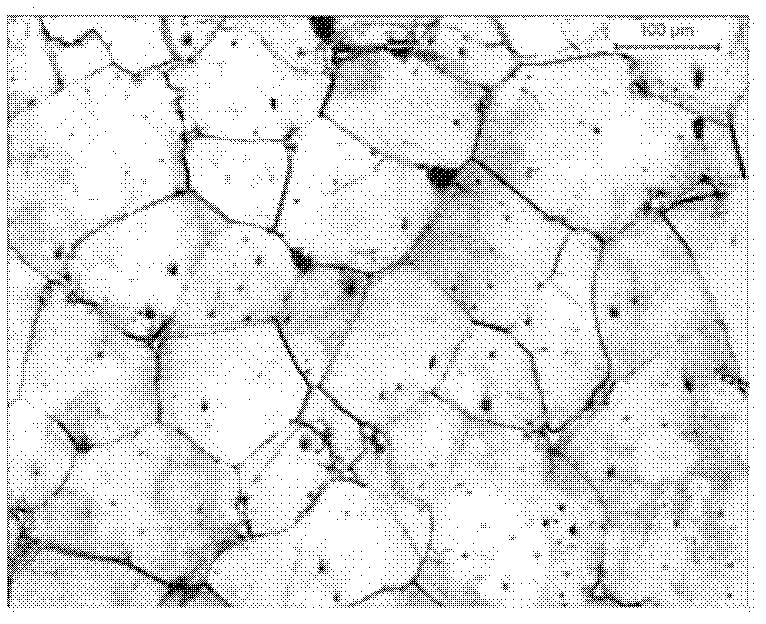
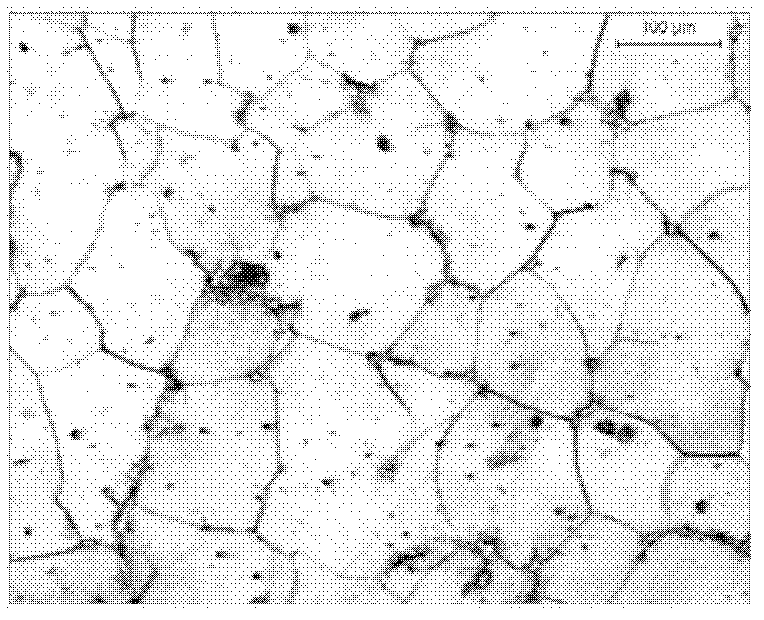
[0034] figure 1 For the pouring of the above-mentioned different variable cross-section castings, as well as figure 2 and image 3 metallographic structure.
[0035] Carry out induction melting and refining process on the metal material, cool down the pouring liquid after melting and refining, apply a constant power 5KW, 200HZ low-frequency current induction magnetic field to the pouring liquid, this power can keep the pouring liquid still cooling continuously; When the pouring liquid cools down to about 15°C below the melting point, the supercooled liquid is injected into the casting formwork that maintains the same low-frequency induction magnetic field. The temperature of the pouring formwork is kept at about 800°C, and the pouring is performed at 15°C below the melting point. At this time, the pouring liquid still maintains good fluidity u...
Embodiment 2
[0038] Figure 4 As one of the examples of complex shape products mass-cast in industrial production, the alloy material is K4202 alloy. The maximum outer circle of the casting is Φ200mm, the smallest inner circle is Φ26mm, the thickest wall is 14mm, and the thinnest wall is 3mm.
[0039]First, the alloy material is melted by induction and refined. After melting and refining, the pouring liquid is cooled, and a low-frequency induction magnetic field with a constant power of 10KW and 300HZ is applied to the pouring liquid. This power keeps the pouring liquid continuously cooling without Solidification; when the pouring liquid cools down to about 12°C below the liquidus line, it still maintains fluidity. At this time, the supercooled 12°C pouring liquid is injected into the casting mold that maintains the same low-frequency induction magnetic field, and the temperature of the casting mold shell remains Pouring is performed at around 1000°C and 12°C below the melting point. The...
Embodiment 3
[0042] Embodiment 3 is K4169 alloy casting material, Figure 15 It is the structural diagram of the industrial casting fluidity test of embodiment 3, Figure 16 and Figure 17 respectively in Figure 15 The physical morphology of the grains cut at the riser A of the casting and the bottom B of the vertical square runner.
[0043] First conduct induction melting and refining process on the pouring material, cool down the pouring liquid after melting and refining, apply a low-frequency stable magnetic field with a constant power of 15KW and 1000HZ to the pouring liquid, and this frequency keeps the pouring liquid continuously cooling; When the pouring liquid cools down to about 15°C below the melting point, inject the supercooled pouring liquid into the casting mold that maintains the same low-frequency induction magnetic field, keep the temperature of the pouring mold shell at about 600°C, and pour at 15°C below the melting point. Because the pouring liquid still has good fl...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More