

High-intensity strip steel coil threading method
A strip steel and strip threading technology, which is applied in the field of strip steel rolling, can solve the problems of being unable to hold down, the steel coil is easy to rebound and disperse, and the steel coil rebounds and scatter, so as to achieve the effect of improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
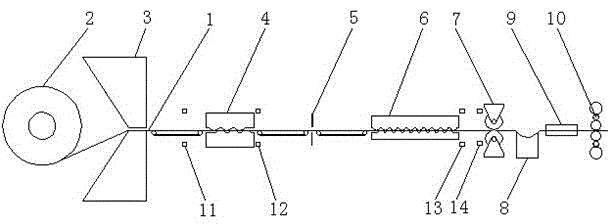
[0010] Such as figure 1 As shown, a high-strength strip steel coil threading method, first open the first grating 11 at the entrance of the preliminary straightening machine 4, and the second grating 12 at the exit of the preliminary straightening machine 4, and the third grating 13 at the exit of the finishing straightening machine 6 The fourth grating 14 at the entrance of the pinch roller 7 is closed; after the steel coil is uncoiled by the uncoiler 2, the head of the strip steel 1 passes through the belt threading device 3 manually, and then sent to the initial straightening machine 4 for straightening, and after straightening, the head The cutting head of the shear 5 is then sent to the fine straightening machine 6 for straightening and passes through the pinch roller 7; then the automatic control device is turned on, the second grating 12, the third grating 13 and the fourth grating 14 are opened in sequence, and finally enters the normal belt threading Procedure, the he...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More