

Heat treatment method for stainless steel heat-resistant steel forging
A heat treatment method and technology of heat-resistant steel, applied in the field of metal heat treatment, can solve the problem that the high-temperature durability does not reach the specified value, and achieve the effect of improving the high-temperature durability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
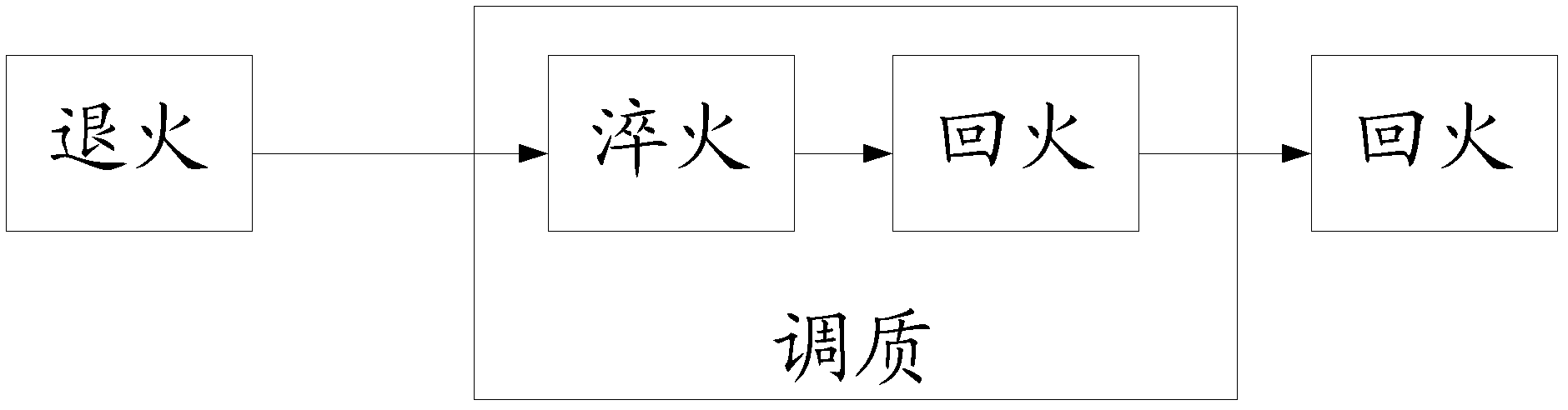
[0051] In the annealing step, the heat-resistant stainless steel forging is heated to 900° C. at a rate of 30-35° C. / h and kept for 7 hours, then cooled to 450° C. in the furnace and then air-cooled.
[0052] The quenching and tempering treatment includes a quenching process and a tempering process.
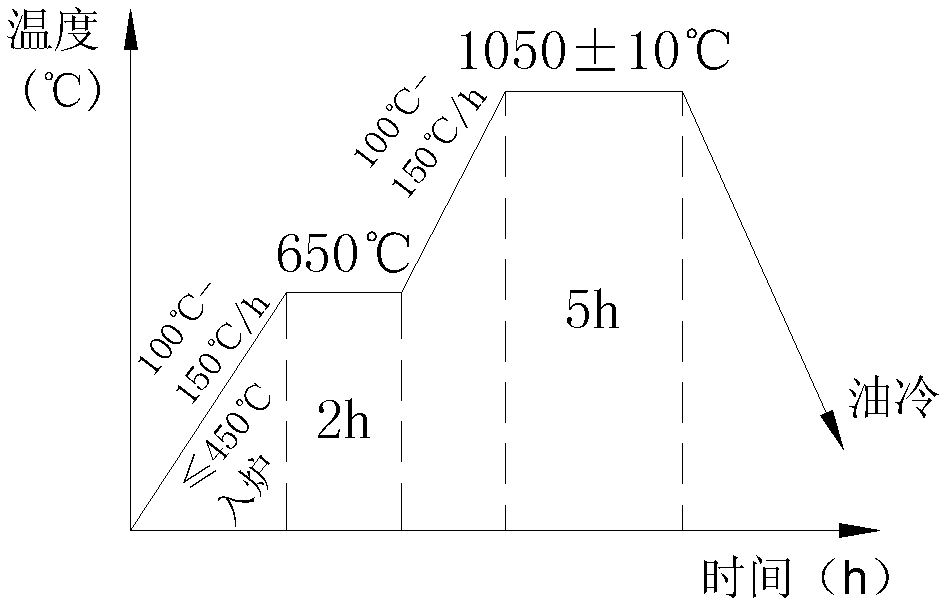
[0053] Described quenching process is as follows:
[0054] Put the heat-resistant stainless steel forging into the furnace at a temperature of 200°C;
[0055] Heat to 650°C at a rate of 100-105°C / h and hold for 2.5 hours;
[0056] Heating to 1080°C at a rate of 100-105°C / h and holding for 6.5 hours;
[0057] Oil cooling until the surface temperature of the stainless steel heat-resistant steel forging is 150-155 °C.
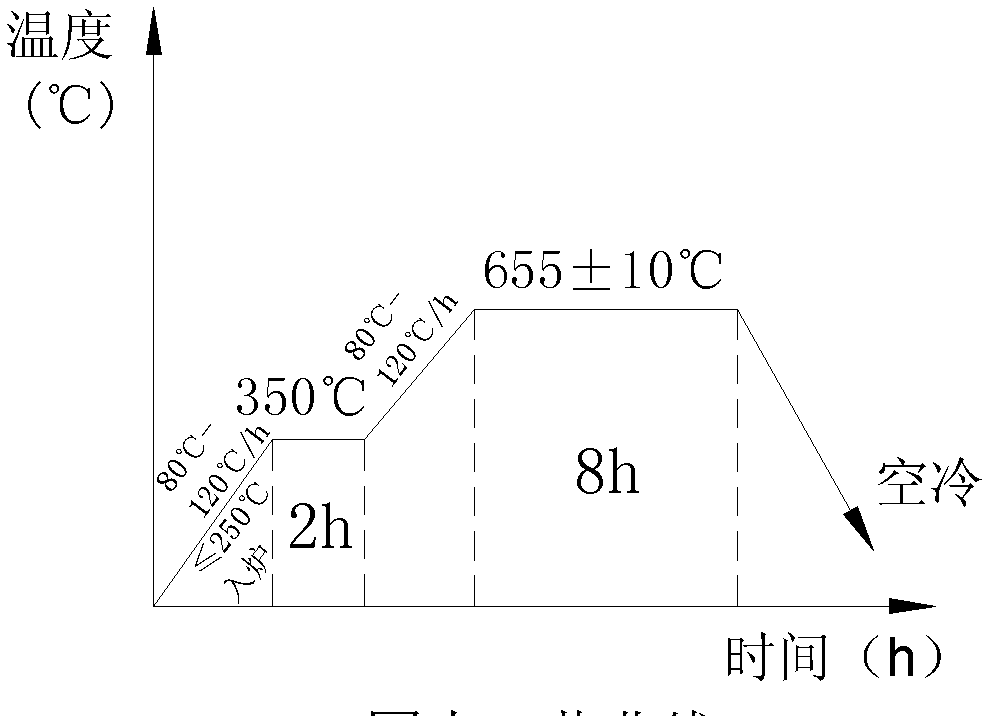
[0058] Described tempering process is as follows:
[0059] Put the stainless steel heat-resistant steel forging into the furnace at a temperature of 250°C;
[0060] Heating to 320°C at a rate of 80-85°C / h and holding for 2.5 hours;
[0061] Heating to 645°C at ...
Embodiment 2
[0064] In the annealing step, the heat-resistant stainless steel forging is heated to 920° C. at a rate of 45-50° C. / h and kept at a temperature of 8 hours, then cooled to 500° C. with the furnace and then air-cooled after being released from the furnace.
[0065] The quenching and tempering treatment includes a quenching process and a tempering process.
[0066] Described quenching process is as follows:
[0067] Put the stainless steel heat-resistant steel forging into the furnace at a temperature of 450°C;
[0068] Heating to 680°C at a rate of 125-130°C / h and holding for 3 hours;
[0069] Heating to 1090°C at a rate of 125-130°C / h and holding for 6 hours;
[0070] Oil cooling until the surface temperature of the stainless steel heat-resistant steel forging is 165-170°C.
[0071] Described tempering process is as follows:
[0072] Put the stainless steel heat-resistant steel forging into the furnace at a temperature of 250°C;
[0073] Heating to 350°C at a rate of 100-10...
Embodiment 3
[0082] In the annealing step, the heat-resistant stainless steel forging is heated to 940° C. at a rate of 70-80° C. / h and kept for 9 hours, then cooled to 550° C. in the furnace and then air-cooled.
[0083] The quenching and tempering treatment includes a quenching process and a tempering process.
[0084] Described quenching process is as follows:
[0085] Put the stainless steel heat-resistant steel forging into the furnace at a temperature of 400°C;
[0086] Heating to 700°C at a rate of 145-150°C / h and holding for 3.5 hours;
[0087] Heating to 1100°C at a rate of 145-150°C / h and holding for 5.5 hours;
[0088] Oil cooling until the surface temperature of the stainless steel heat-resistant steel forging is 195-200°C.
[0089] Described tempering process is as follows:
[0090] Put the heat-resistant stainless steel forging into the furnace at a temperature of 150°C;
[0091] Heating to 380°C at a rate of 110-120°C / h and holding for 3.5 hours;
[0092] Heating to 66...
PUM
| Property | Measurement | Unit |
|---|---|---|
| surface temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More