

Forging method for flange type ball valve cover
A flange type, ball valve technology, applied in the valve device and other directions, to achieve the effect of beautiful appearance and uniform metallographic structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] The invention is now described in detail in conjunction with the accompanying drawings.
[0026] 1. Select the blank. According to the different cross-section of the product, the blank should be a round bar with a diameter of 95mm and a length of 590mm;
[0027] 2. Heating, heating the round bar, using a 500KW-1000HZ medium frequency induction electric heating furnace, the heating time is 45s, and the heating temperature range is 1150±50°C;
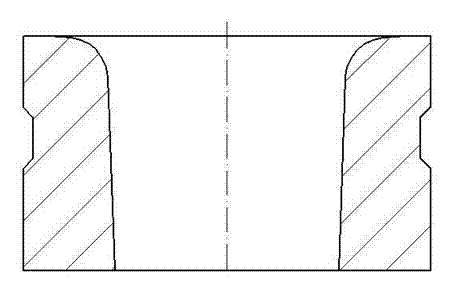
[0028] 3. The billet mold is made by using C41-75 air hammer. The temperature change during the operation should be figure 1 blanking mold shown;
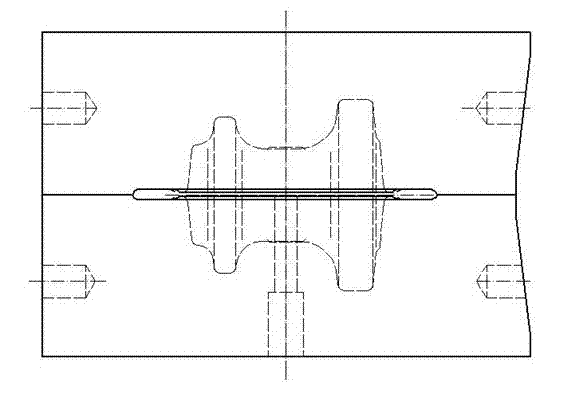
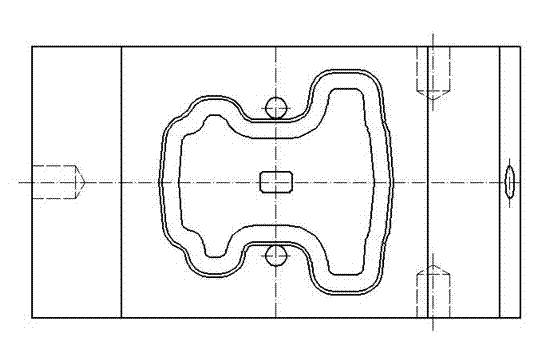
[0029] 4. Manufacture the pre-forging mould, use the blank mold made in step 3 to manufacture, the temperature change will be figure 2 and image 3 Block block shown;
[0030] 5. For preforming, a C41-75 air hammer must be used to make the pre-forging die obtained in step 4 into a blank, such as Figure 4 As shown, the first preform blank is obtained, such as Figure 5 As shown, t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More