

Method for pressing conical cover reinforcing ribs
A processing method and reinforcing rib technology, applied in the field of spinning manufacturing, can solve the problems of high labor intensity, low production efficiency and high cost, and achieve the effects of low equipment operating cost, high processing efficiency and low cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
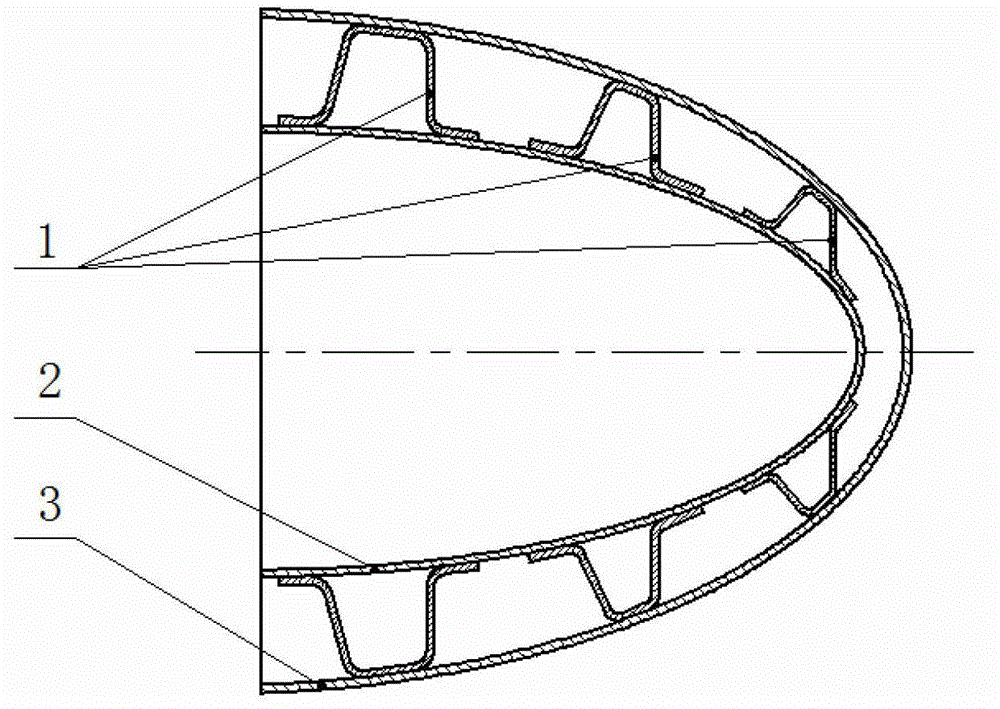
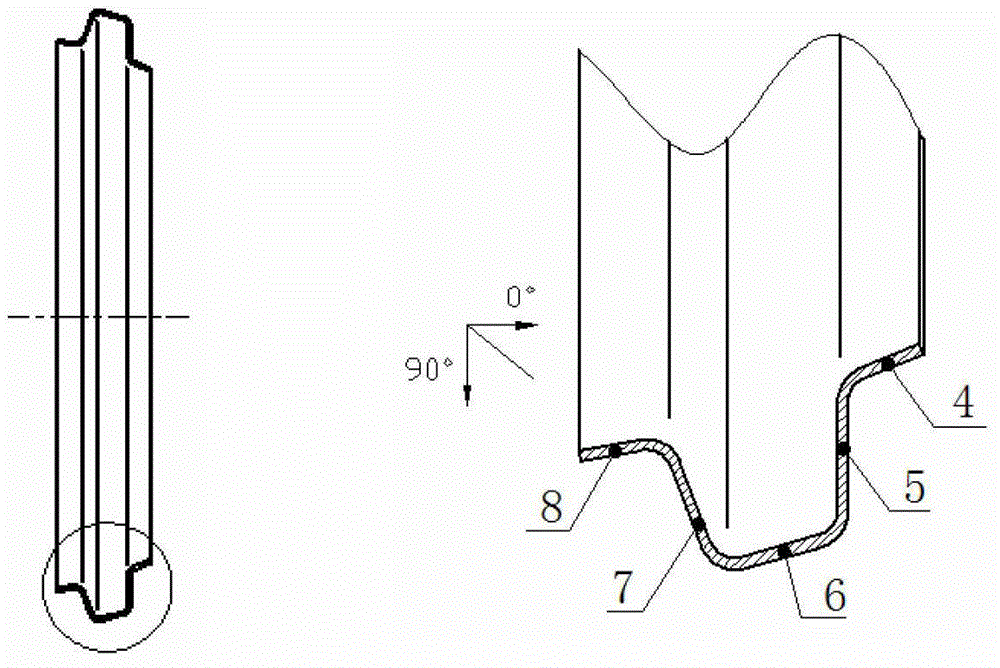
[0047] This embodiment is a spinning processing method of an aluminum alloy reinforcing rib. The reinforcing rib is an annular part, the wall thickness of the reinforcing rib is 3mm, and the two ends are supporting ends. The front support surface 4 of the conical cover, the rear support surface 8 of the inner conical cover, and the front support surface 5 and the rear support surface 7 of the reinforcing rib. Such as Figure 6 shown, where:
[0048] The upper surface of the reinforcing rib is the outer conical cover support surface 6, and the angle between the outer conical cover support surface 6 and the inner surface of the outer conical cover at the installation position is the same, which is 155°.
[0049] The lower surfaces at both ends of the reinforcing rib are the supporting surfaces of the inner conical cover respectively, and the supporting surface of the inner conical cover is divided into the front supporting surface 4 of the inner conical cover and the rear supp...
Embodiment 2
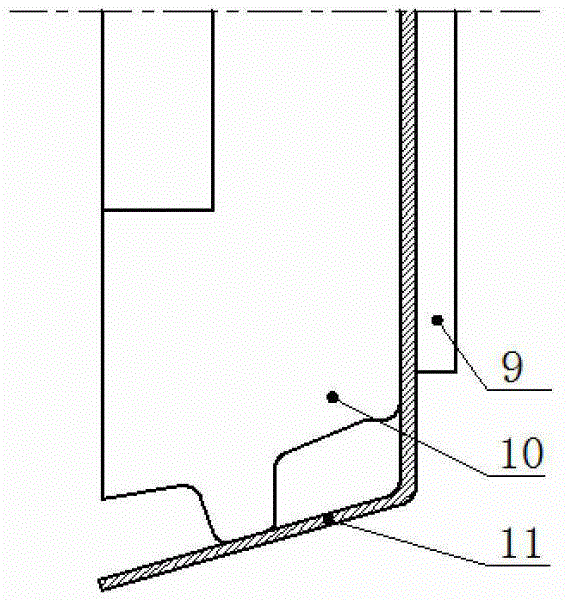
[0069] This embodiment is a spinning processing method of an aluminum alloy reinforcing rib. The reinforcing rib is an annular part, the wall thickness of the reinforcing rib is 2mm, and the two ends are support ends, and the profile of the support end is in the shape of "several", forming 5 surfaces, which are respectively the outer conical cover support surface 6, the inner The front support surface 4 of the conical cover, the rear support surface 8 of the inner conical cover, and the front support surface 5 and the rear support surface 7 of the reinforcing rib. Such as Figure 9 shown, where:
[0070] The upper surface of the reinforcing rib is the outer conical cover support surface 6, and the angle between the outer conical cover support surface 6 and the inner surface of the outer conical cover at the installation position is the same, which is 160°.
[0071] The lower surfaces at both ends of the reinforcing rib are the supporting surfaces of the inner conical cover r...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More