

Production method of transverse wedge-shaped rolled thickness-variable steel plate
A production method and variable thickness technology, which are applied in metal rolling, metal rolling, rolling mill control devices, etc., can solve the problems of low yield of variable thickness steel plates, low production efficiency, and difficulty in producing thin-gauge wedge-shaped plates.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0073] The present invention will be further described in detail below with reference to the drawings and specific embodiments.
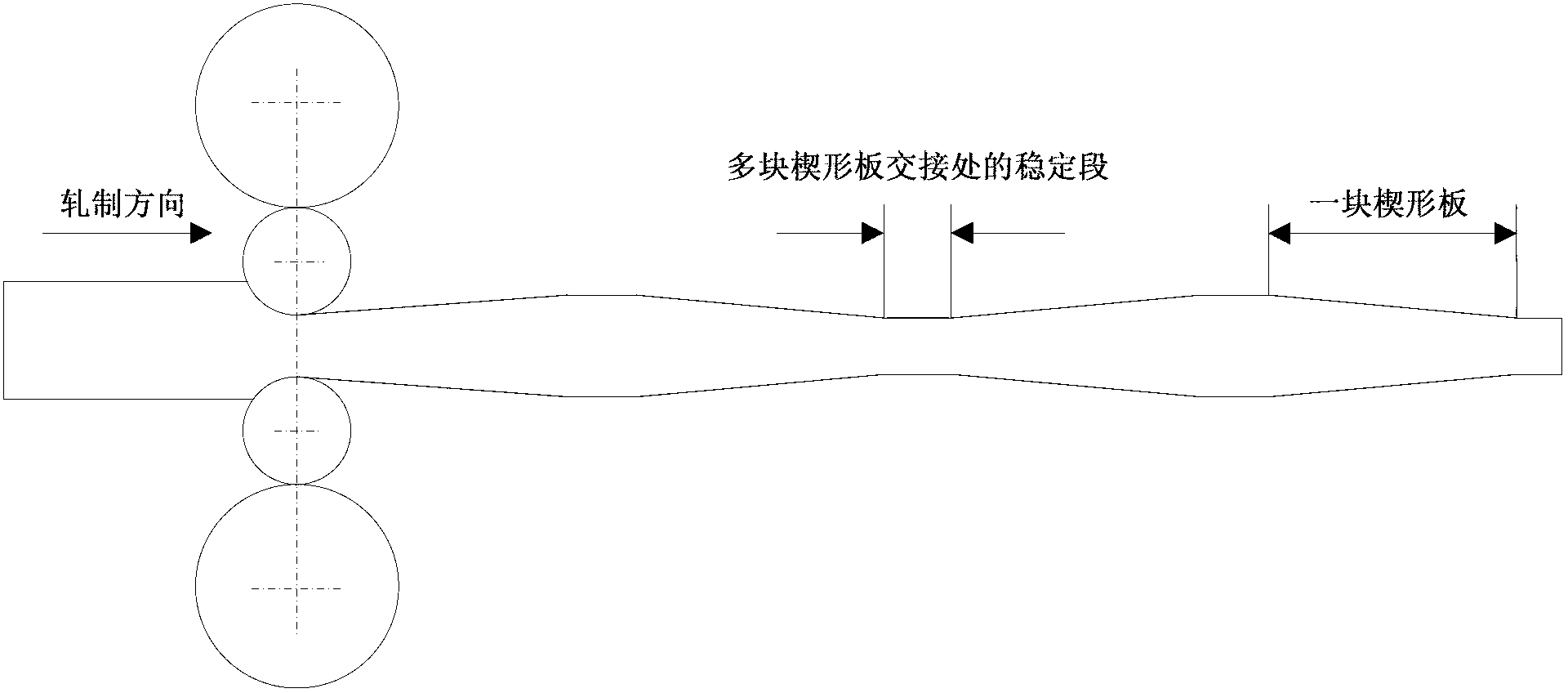
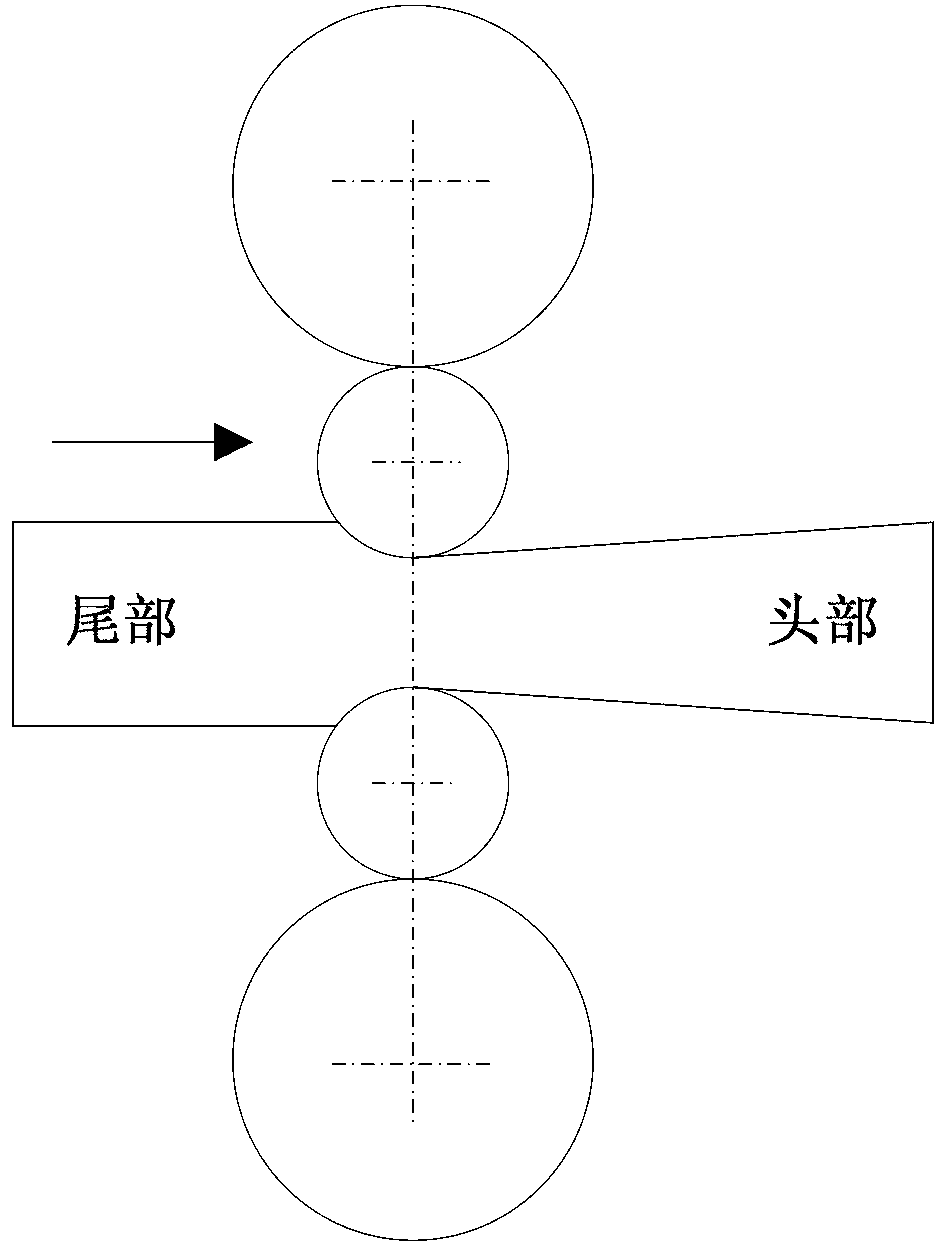
[0074] Such as figure 2 , image 3 As shown, a production method of transverse wedge rolling variable thickness steel plate includes the following steps:
[0075] Step 1: Horizontal rolling;
[0076] In the last pass of the cross-rolling stage, the steel plate is longitudinally tapered according to the set value of the average thickness of the head and tail of the steel plate;
[0077] The set value of the average thickness of the head and tail of the steel plate in the final pass of the cross rolling stage is set according to the wedge of the final finished steel plate, which is determined by the following formula:
[0078] H head =H+Δh 1 / 2, H tail =H-Δh 1 / 2
[0079] among them, Δ h 1 = H h · Δ h W
[0080] Where H head -The set value of the average thickness of the steel plate head at the end of the cross rolling stage, H ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More