

Cold rolling band steel plate shape intelligent optimization control method
A technology of intelligent optimization and control method, applied in the field of cold-rolled strip steel, can solve the problems of low quality control of cold-rolled strip product shape, incomplete consideration of factors affecting the shape of transmission time lag, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
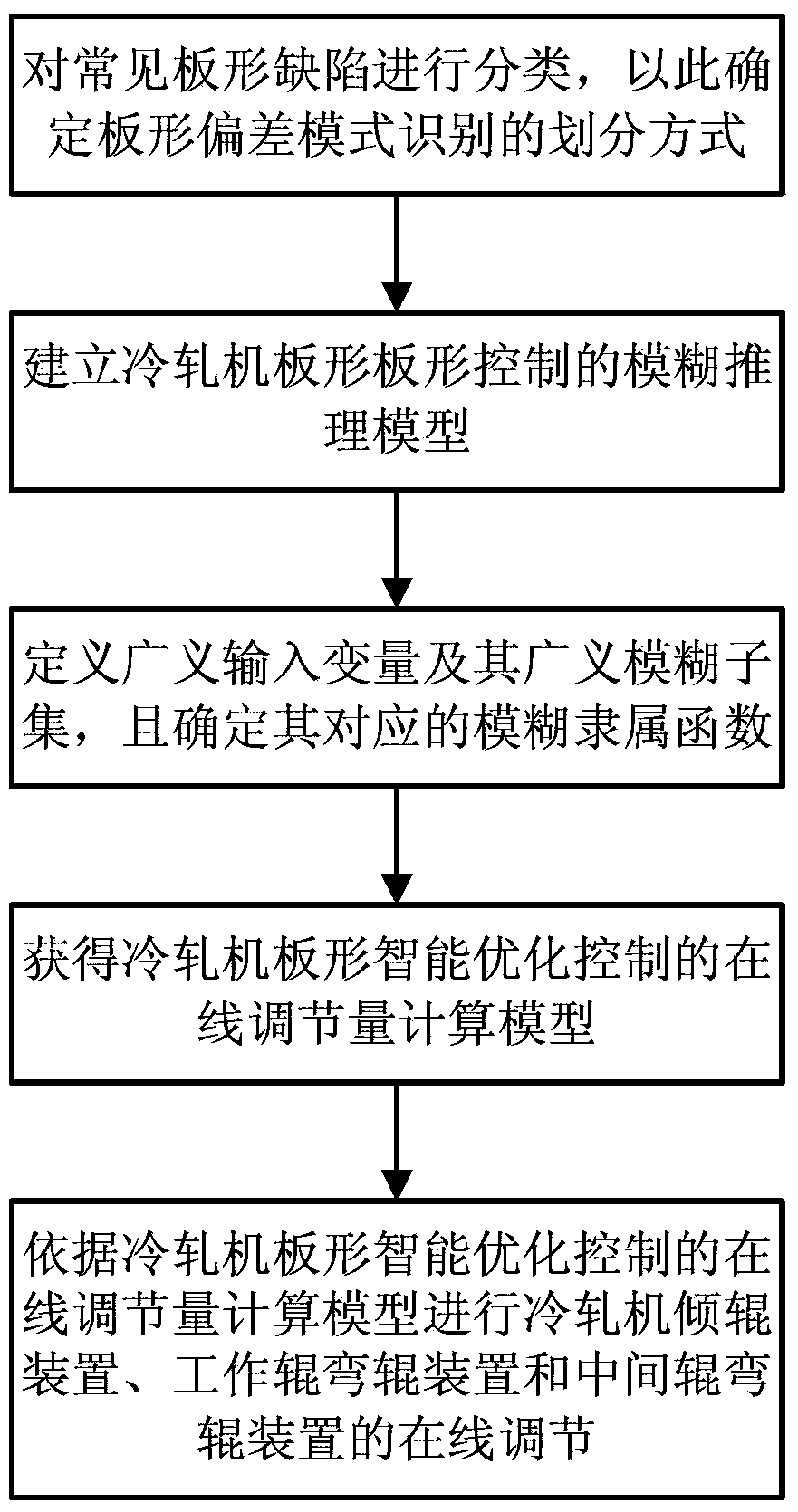
[0032] figure 1 It is a method flowchart of an embodiment of the present invention, and it comprises the following steps:
[0033] 1) Classify common plate shape defects, which are divided into: left wave, right wave, middle wave, double-sided wave, quarter wave and side middle wave; among them, left wave and right wave, middle wave and double-sided wave, and quarter wave The wave and the wave in the middle are two opposite types of plate defects, and only one of the plate defects will appear in the two at a certain moment. Based on the above principles, the shape deviation signal is divided into left wave and right wave components Δ by pattern recognition 1 , intermediate wave and bilateral wave components Δ 2 , and the quarter wave and edge-median wave components Δ 3 (unit is I);
[0034] 2) For strips of the same specification, establish the fuz...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More