

Method for controlling steel throwing distance of hot-rolling reversing roughing mill
A control method and rough rolling mill technology, applied in the direction of rolling mill control devices, metal rolling, metal rolling, etc., can solve the problems that slabs cannot be rolled normally, the program cannot be reached, and affect the smooth rolling of the rolling mill, so as to avoid The effect of slab failure to normal rolling accidents, improving the rolling rhythm, and avoiding serious fault alarms
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0016] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings.
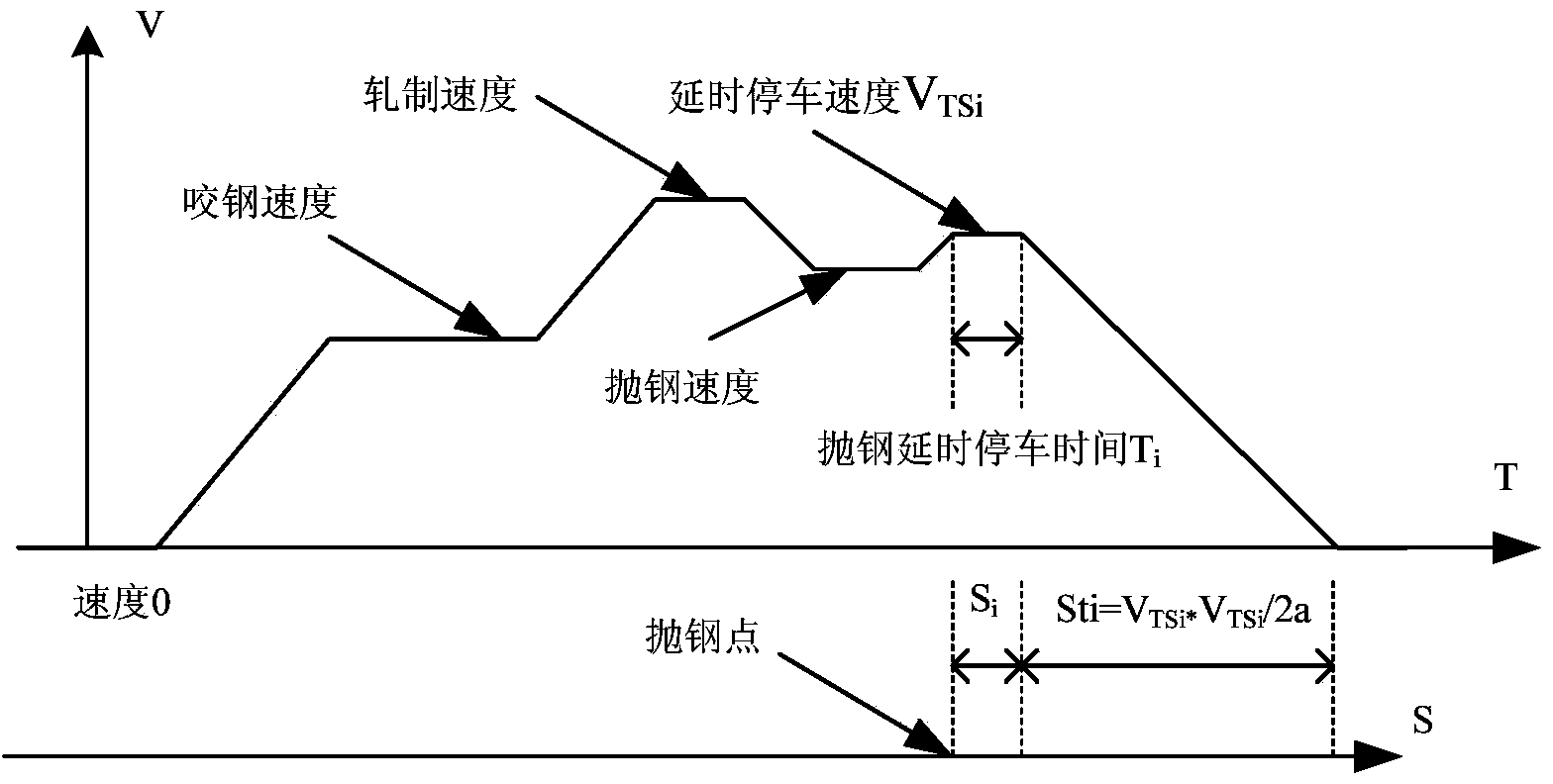
[0017] In the method for controlling the throwing distance of the hot rolling reversible roughing mill provided by the embodiment of the present invention, the delayed stop speed V of each pass is obtained first by calculation. Tsi (Such as figure 1 shown corresponding to the position of the actual steel throwing point of the rolling mill), and then set the steel throwing delay distance constants from the first pass to the sixth pass, which are respectively S 1 , S 2 , S 3 , S 4 , S 5 , S 6 , according to the formula T i =S i / V TSi , calculate the steel throwing delay time from the first pass to the sixth pass as T 1 , T 2 , T 3 , T 4 , T 5 , T 6 , and finally calculate the actual steel throwing distance X from the first pass to the sixth pass 1 、X...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More