

Method for improving core quality and flaw detection eligibility rate of super-thick steel plate
A technology of extra-thick plate and pass rate, applied in the direction of profile control, etc., can solve the problems of uneven deformation of the extra-thick core, long transportation distance, complicated process, etc., to save the rolling time and reduce the waiting time. time, the effect of improving rolling efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
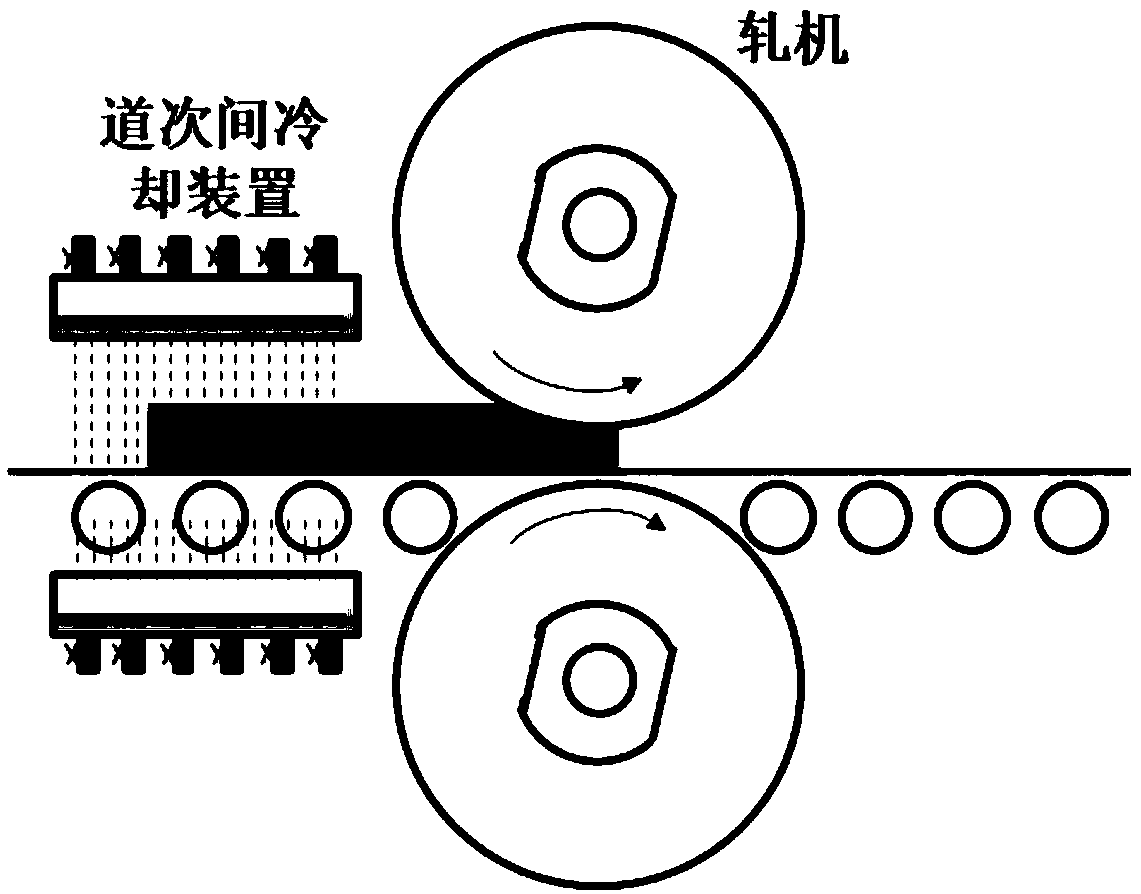
[0026] The 400mm thick continuous casting slab is used to produce Q235 steel, the thickness of the finished product is 120mm, and the chemical composition is shown in Table 1. After the continuous casting slab leaves the heating furnace, it is descaled by high-pressure water, and enters the longitudinal rolling stage after two passes of widening and cross-rolling, and then uses the instant cooling equipment near the frame for forced cooling. The process schematic diagram is as follows figure 1 shown. When cooling, the initial temperature of the surface of the continuous casting slab is 980°C, and it enters the cooling zone at a speed of 3m / s. 3 / h, a total of 6 sets of headers were opened, and the return temperature was controlled at 870°C for rolling after cooling, and the reduction rate after cooling was 18%. After 820°C, it is rolled normally, and the final rolling temperature is 780°C. During the rolling process, the shape of the plate is good, and then it enters the post...
Embodiment 2
[0029] 45# steel is produced by rolling a 400mm thick continuous casting slab, and the thickness of the finished product is 200mm. The chemical composition is shown in Table 1. After the continuous casting slab leaves the heating furnace, it is descaled by high-pressure water, and the non-steel directly enters the longitudinal rolling stage, followed by forced cooling in the third pass. When cooling, the initial temperature of the surface of the continuous casting slab is 960℃, and it enters the cooling zone at a speed of 2m / s. 3 / h, a total of 6 sets of headers were opened, and water was repeatedly penetrated twice in the cooling zone. After cooling, the return temperature was controlled at 850°C for rolling. After cooling, the reduction rate was 13%, followed by conventional rolling, and the final rolling temperature Controlled at 800°C. Compared with the conventional rolling process, the core flaw detection level of the 45# extra-thick steel plate obtained by the above met...
Embodiment 3
[0035] The Q460 steel is produced by rolling a 400mm thick continuous casting slab, and the thickness of the finished product is 80mm. The chemical composition is shown in Table 1. After the continuous casting slab leaves the heating furnace, it is descaled by high-pressure water, and then enters two-stage rolling, and cooling between passes is carried out in the process of rough rolling and finishing rolling. When cooling, the speed of the roller table enters the cooling zone at a speed of 1.5m / s, the roller speed in the cooling zone is 1m / s, the ratio of upper and lower water is 1:4, and the total flow rate of a single set of headers is 350m 3 / h, a total of 6 sets of headers were opened, the reduction ratio was greater than 12% after cooling, the initial temperature of rough rolling was 1050°C, and the finish rolling temperature was controlled at about 800°C, and there was no warping during rolling. The Q460 slab prepared by the above method has uniform structure and stable...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More