

Preparing method of TC4 alloy large-scale special-shaped cross section annular blank
A technology of special-shaped cross-section and rectangular cross-section, which is applied in the field of billet making of ring forgings to achieve the effects of controlling flow direction, reducing forming pressure and ensuring forming size
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
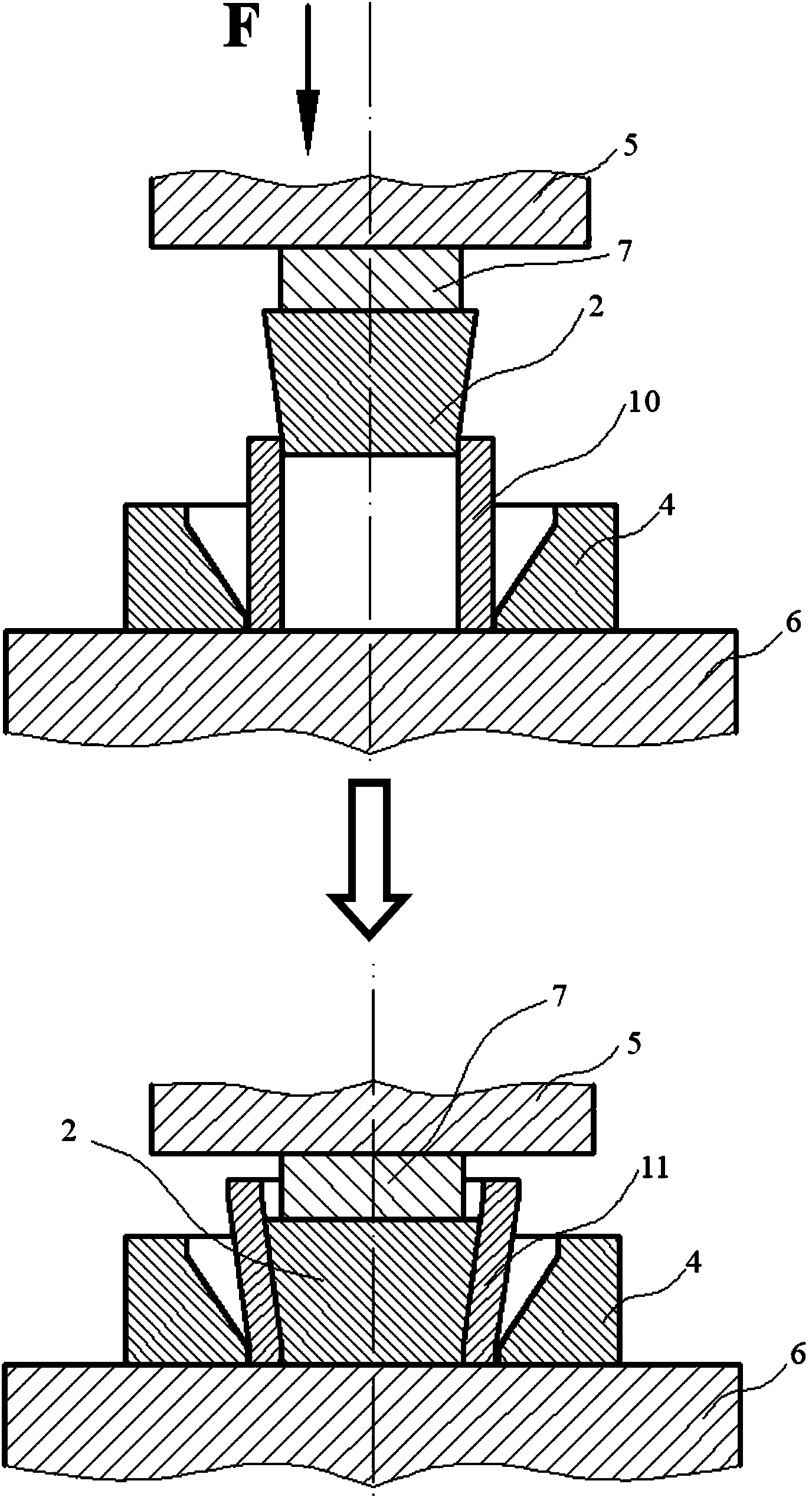
[0022] To implement the preparation method of the TC4 alloy large-scale special-shaped cross-section ring billet described in the present invention, it is necessary to provide equipment such as forging presses, ring rolling mills, and high-temperature electric furnaces. The specific implementation of the method will be described in detail below by taking the low-pressure turbine casing special-shaped cross-section ring forging whose material grade is TC4 alloy in my country as an example.
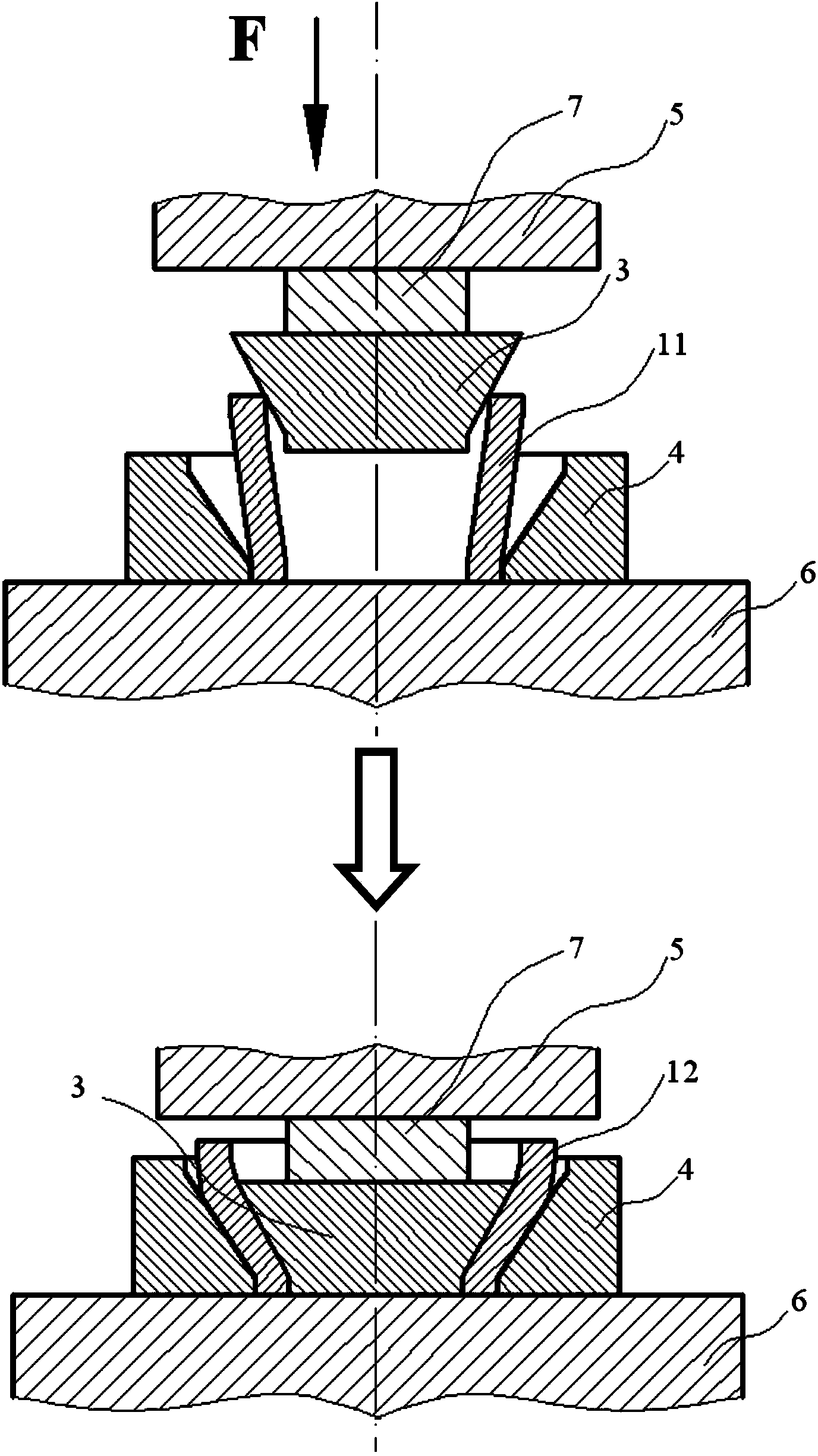
[0023] The process steps of the preparation method of the alloy large-scale special-shaped cross-section ring billet are as follows:
[0024] Step 1: Unloading. According to certain specifications, the raw material is TC4 alloy, and its main chemical element content (weight percentage) is: Al content 5.5% ~ 6.8%, V content 3.5% ~ 4.5%, Fe content ≤ 0.30%, C content ≤0.10%, N content ≤0.05%, H content ≤0.015%, O content ≤0.20%, the balance being Ti, and the sum of other elements ≤0.04% (amo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More