

Measuring method for maximum tensile and shearing force of spot-welded joint of friction stir welding
A friction stir, welding head technology, applied in the direction of using stable shear force to test material strength, using stable tension/pressure to test material strength, etc., can solve the problems of inaccurate measurement and influence of measurement results, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
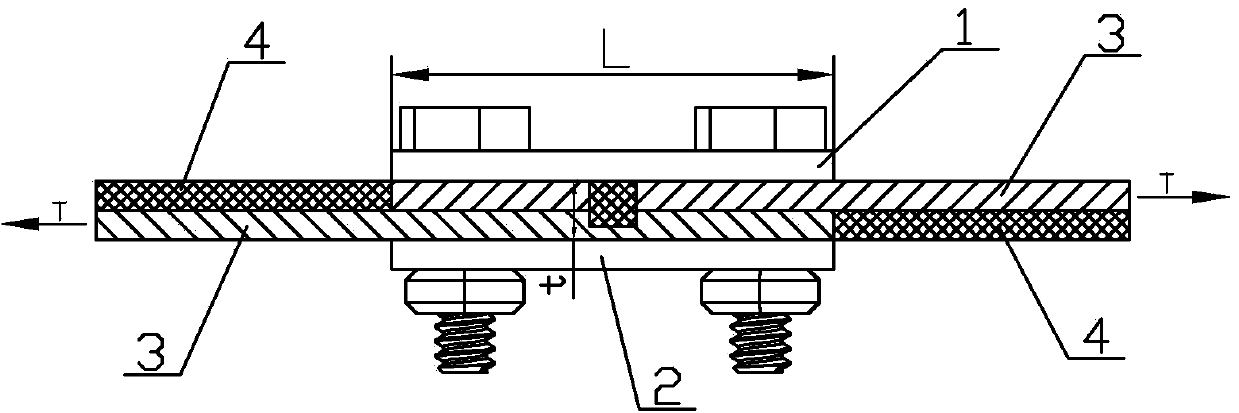
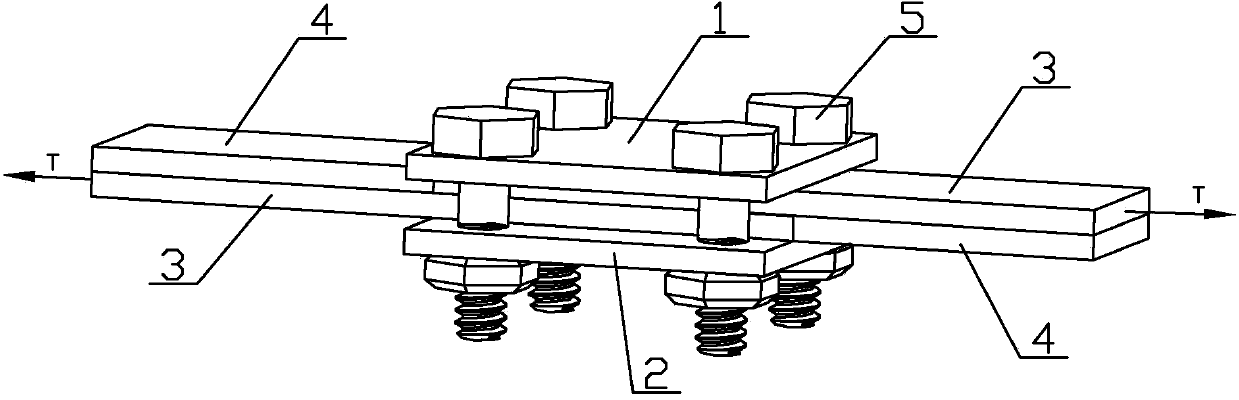
[0013] Specific implementation mode one: combine figure 1 and figure 2 Describe this implementation mode, this implementation mode is realized through the following steps:
[0014] Step 1. Making the jig: process the upper support side plate 1 and the lower support side plate 2, so that the lengths of the upper support side plate 1 and the lower support side plate 2 are equal, and the length L of the upper support side plate 1 is the tensile shear test 10 to 20 times the thickness t of the overlapping part of the piece 3, the upper supporting side plate 1 and the lower supporting side plate 2 are arranged in parallel up and down, and the gap is equal to the thickness of the overlapping part of the test piece 3 in tensile shear measurement, and the upper supporting side plate 1 and the lower supporting side plate 2 are arranged parallel to each other. The lower support side plate 2 is connected by bolts and nuts 5;
[0015] Step 2. Assemble the tensile-shear measurement spec...
specific Embodiment approach 2
[0017] Specific implementation mode two: combination figure 1 Describe this embodiment, this embodiment is that the length L of the upper support side plate 1 in step 1 is 12 times of the thickness t of the overlapping part of the tensile-shear measurement test piece 3 . In this way, the influence of the additional bending moment on the tensile-shear measurement specimen 3 can be neglected. Other steps are the same as in the first embodiment.
specific Embodiment approach 3
[0018] Specific implementation mode three: combination figure 1 Describe this embodiment, in this embodiment, the length L of the upper support side plate 1 in step 1 is 14 times the thickness t of the overlapping portion of the tensile-shear measurement specimen 3 . In this way, the influence of the additional bending moment on the tensile-shear measurement specimen 3 can be neglected. Other steps are the same as in the first embodiment.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More