

Horizontal electroplating bath and electroplating zone negative and positive pole gap automatic compensation method
An automatic compensation, electroplating tank technology, applied in the direction of plating tank, electrolysis process, electrolysis components, etc., can solve the problems of blocked electroplating process, no consideration of cold-rolled thin strip, and high energy consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0058] The present invention will be further described below in conjunction with the examples, and those skilled in the art should understand that the examples are only for illustration and do not constitute any limitation to the present invention.
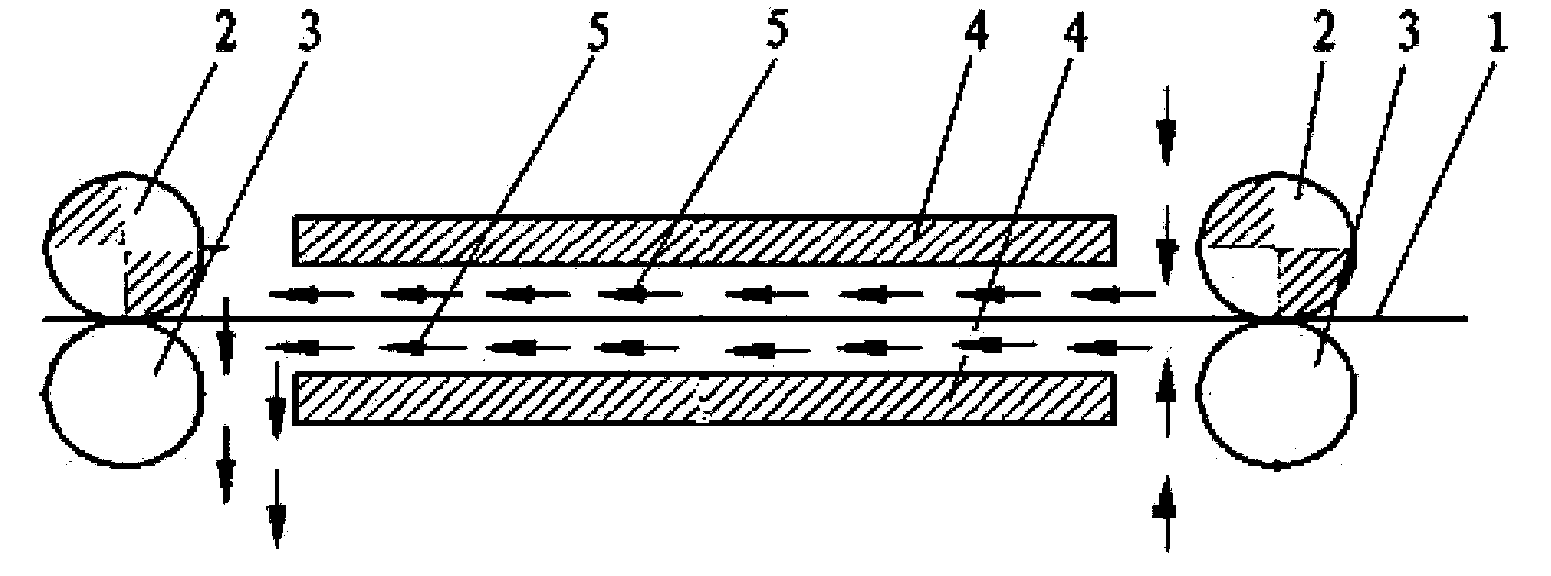
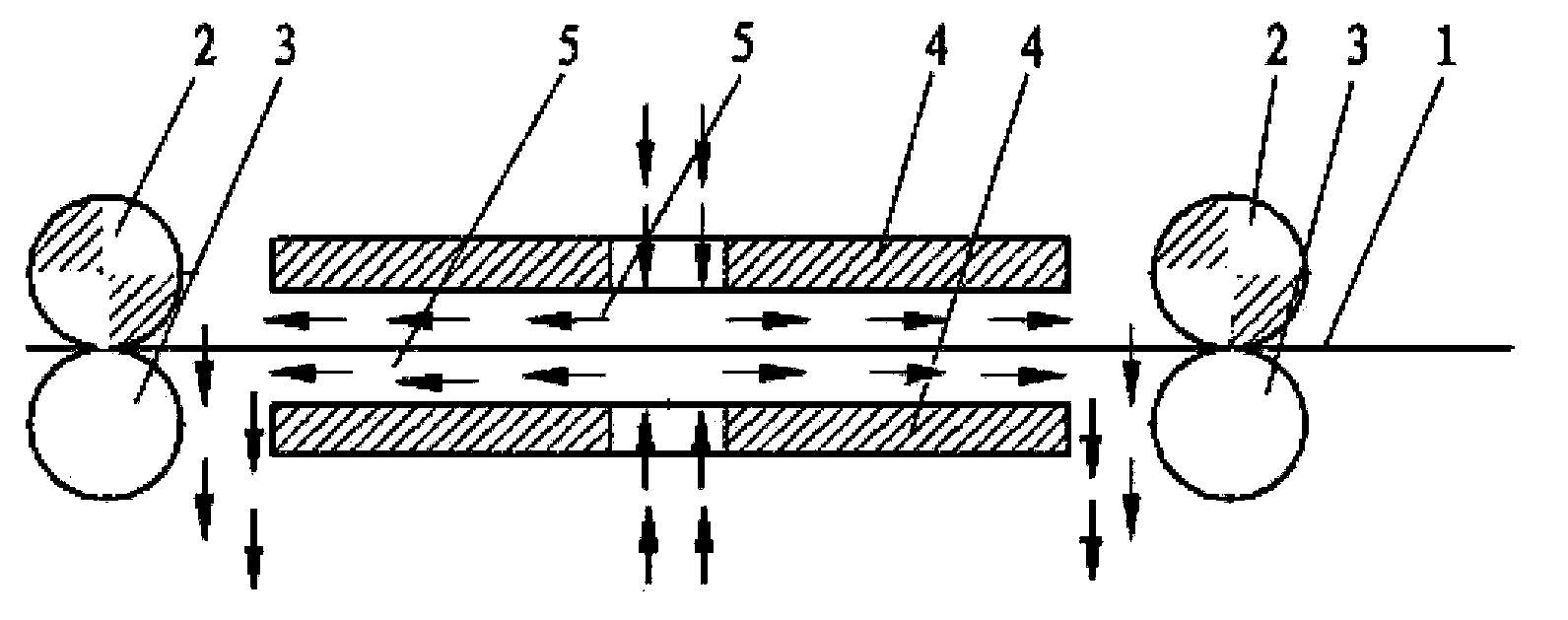
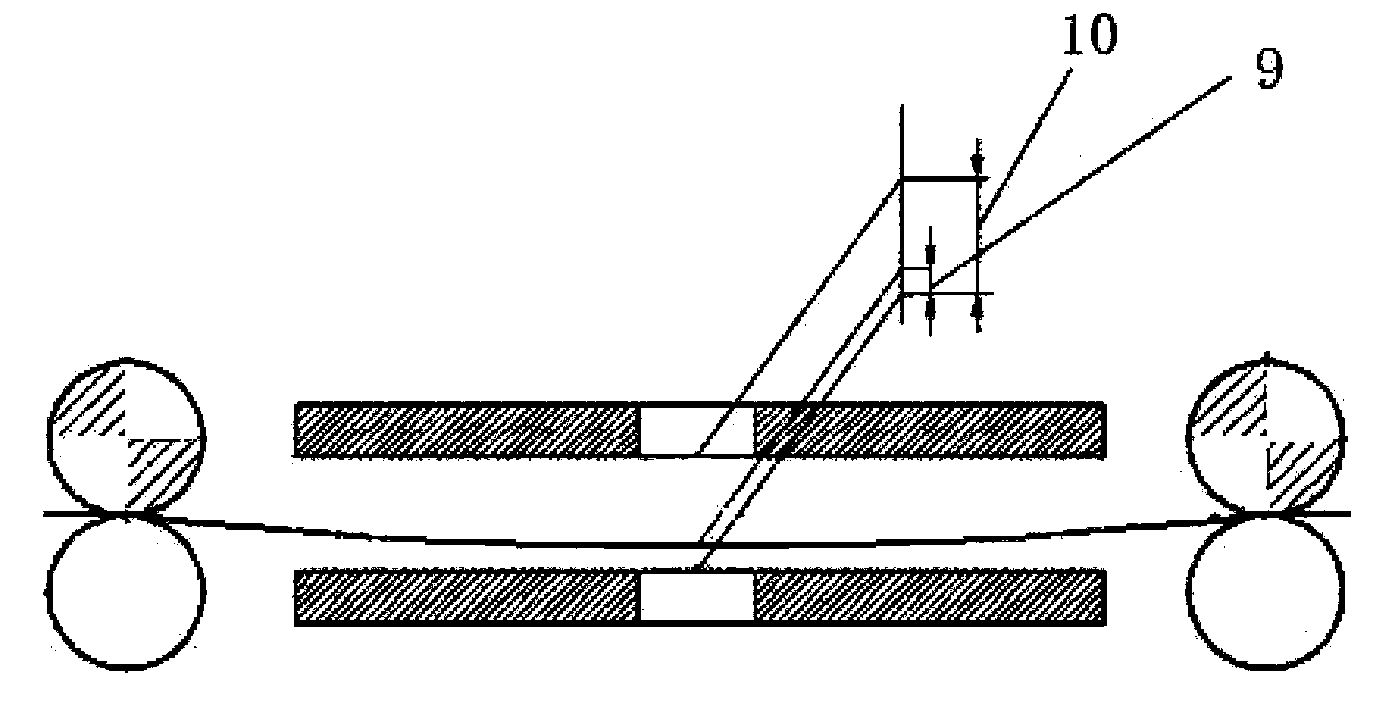
[0059] A continuous thin strip steel surface galvanizing production line adopts the technology proposed in this patent. The tank type used in this production line is LCC-H plating tank. The specifications of the strip steel produced are 0.5-2.0mm in thickness and 800-1550mm in width , the maximum speed of the production line is 150m / min, double-sided galvanized. The gap between the lower surface of the cold-rolled thin strip and the lower anode plate is δ, the gap between the upper and lower anode plates is 18mm, the distance between the centerlines of two adjacent conductive rollers is 2600mm, and the unit tension of the strip is 2kgf / cm2. In the actual production of this production line, the fault that the strip steel touches th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More