Electronic belt scale linear compensation method
An electronic belt scale and linear compensation technology, applied to measuring devices, instruments, weighing, etc., can solve the problems of poor weighing accuracy, inconvenience, and time-consuming calibration, and achieve the effect of accurate measurement values
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment example
[0020] Test conditions: belt width: 1000mm; belt speed: 2.0 m / s;
[0021] Maximum material flow: 1000t / h
[0022] Step 1: Under the operating condition of material flow rate of 1000t / h, the weight difference rate of the material obtained by the weighing carrier is as follows:
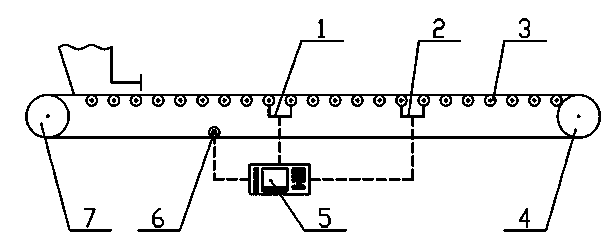
[0023] Rear weighing carrier 1: The force value of the carrier is a kg
[0024] Front weighing carrier 2: The force value of the carrier is b kg
[0025] The difference c = the force of the rear carrier 1 - the force of the front carrier 2, that is: a-b=c kg
[0026] The maximum material flow difference rate d=c / a, at this time, the span calibration number is A.
[0027] Step 2: Under the condition of no-load operation, the weighing carrier measures the difference rate of the belt weight under the empty belt:
[0028] Rear weighing carrier 1: The load on the carrier is e kg
[0029] Front weighing carrier 2: The load on the carrier is f kg
[0030] The difference g = the fo...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More