Vacuum laminated glass and preparation method thereof
A technology of vacuum laminated glass and vacuum glass, applied in glass manufacturing equipment, glass production, glass molding, etc., can solve the problems of high film haze, inconvenience, glass bending, etc., and achieve high product qualification rate and strong process operability , to achieve the effect of mass production
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
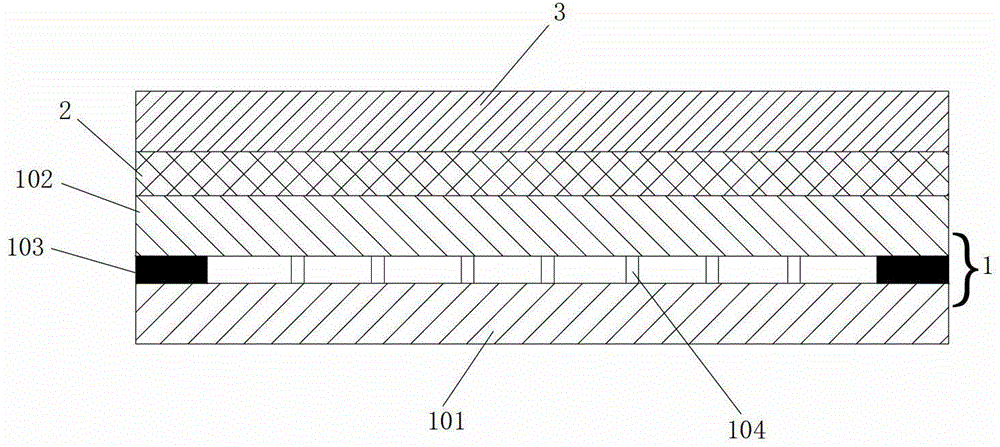
[0038] figure 1 It is a schematic cross-sectional view of an embodiment of the vacuum laminated glass of the present invention. like figure 1 As shown, the vacuum laminated glass includes a vacuum glass body 1, and one side of the vacuum glass body 1 is bonded with an outer glass 3 through a polyvinyl butyral film 2. The sealing edge width of the glass frit 103 is 25 mm. Concrete preparation process comprises the following steps:
[0039] a. Lay a layer of polyvinyl butyral film 2 on one side of the prepared vacuum glass body 1, and lay an outer glass 3 on the polyvinyl butyral film 2;
[0040] b. Put the vacuum glass body 1 with the outer glass 3 laid into a vacuum bag and evacuate until the vacuum degree is 10Pa; The strip extends to the air port of the vacuum bag, and the vacuum degree in the vacuum bag is kept below 10Pa for bonding. The air guide port of the vacuum bag is connected with a vacuum pump so that the vacuum bag can be evacuated, the gas between the polyvi...
Embodiment 2
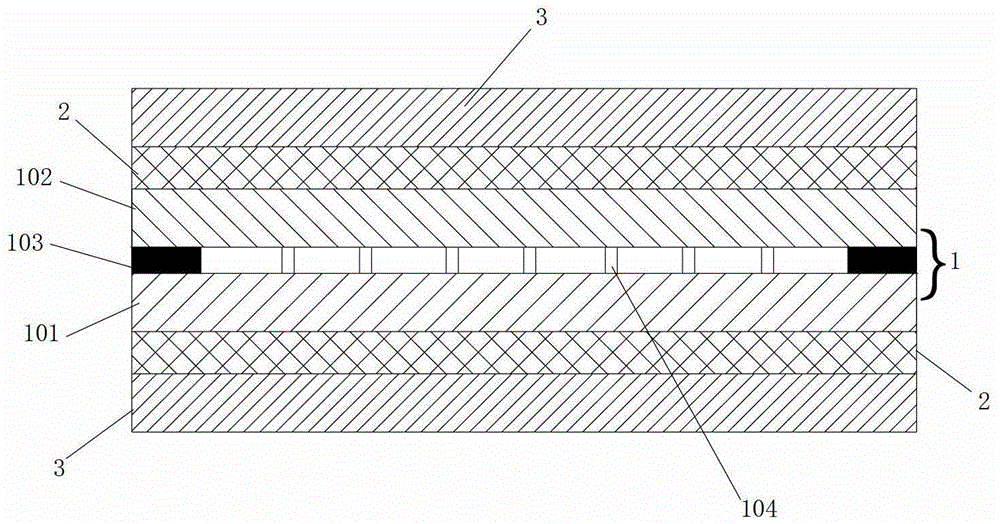
[0043] figure 2 It is a schematic sectional view of another embodiment of the vacuum laminated glass of the present invention. see figure 2The difference between this embodiment and Embodiment 1 is that the two sides of the vacuum glass body 1 are respectively bonded with outer glass 3 through polyvinyl butyral film 2 . The sealing edge width of the glass frit 103 is 8 mm. In step a, a layer of polyvinyl butyral film 2 is respectively laid on both sides of the prepared vacuum glass body 1, and then an outer layer of glass 3 is respectively laid on the polyvinyl butyral film 2; in step b, the vacuum The bag is evacuated to a vacuum of 8Pa; in step c, the temperature in the autoclave rises to 135°C at a heating rate of 1.5°C / minute, and the pressure is raised to 0.1MPa at a rising rate of 1.1Kpa / minute for heat preservation and pressure holding. The heat preservation and pressure holding time is 2 hours. After the heat preservation and pressure holding are completed, the t...
Embodiment 3
[0045] This embodiment is different from Embodiment 1 in that the width of the sealing edge of the glass frit 103 is 15 mm. In step b, the vacuum bag is evacuated to a vacuum degree of 6Pa; in step c, the temperature in the autoclave rises to 130°C at a heating rate of 1.3°C / minute, and the pressure is raised to 0.3MPa at a rising rate of 3Kpa / minute, and the Heat preservation and pressure preservation, the heat preservation and pressure preservation time is 2.5 hours. After the heat preservation and pressure holding are completed, the temperature is lowered to 50°C at a cooling rate of 1.0°C / min, and then the pressure is lowered.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More