Submerged arc welding method for steel sheets
A submerged arc welding and steel plate technology, which is applied in the field of submerged arc welding of steel plates, can solve problems such as insufficient penetration, increased welding wire melting, and reduced bead width, so as to reduce welding heat input, reduce weld reinforcement, Effect of Large Bead Width
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
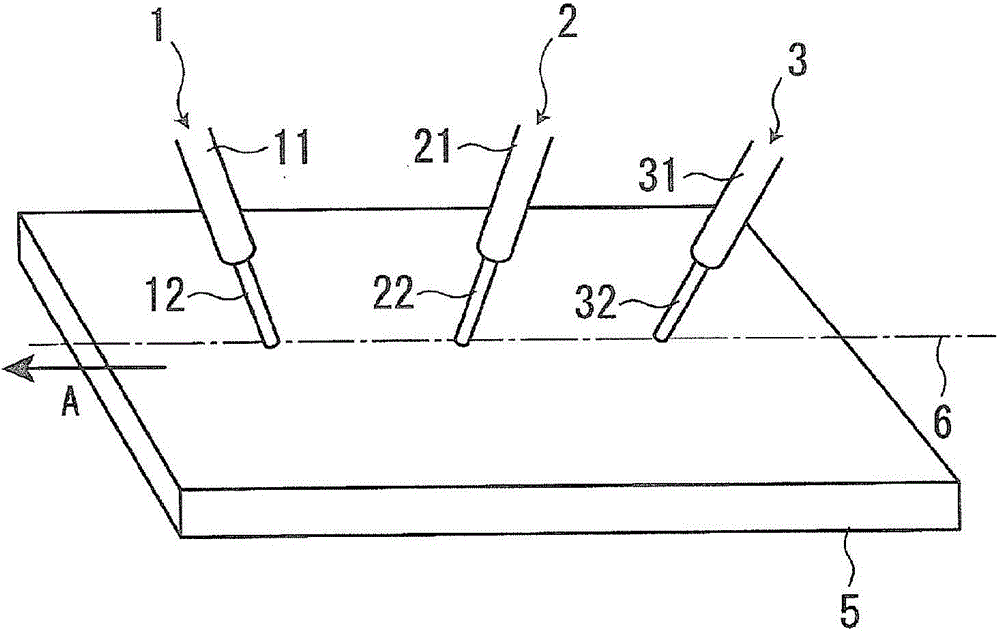
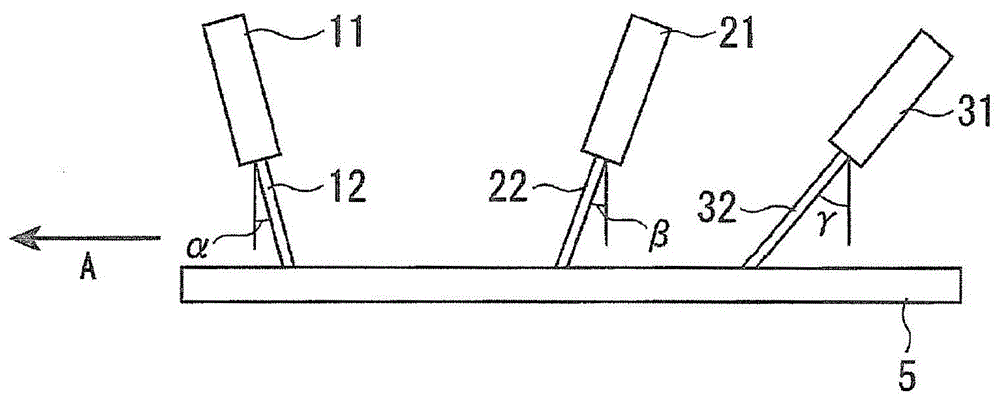
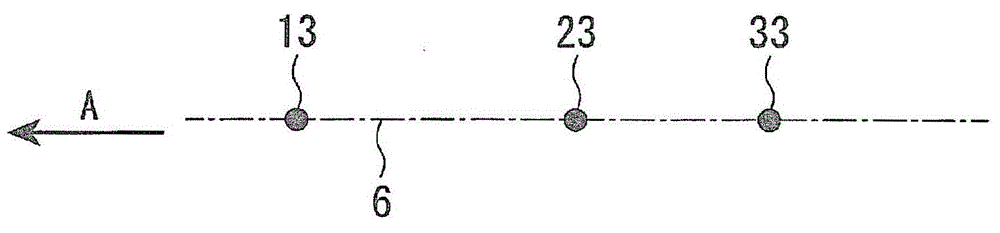
[0056] like Figure 4 As shown in the figure, after two grooves are formed on the steel plate 5 with a plate thickness T of 31.8 mm, 3 to 5 electrodes are used for submerged arc welding, and a single bead is used to make Figure 5 Welded joint shown. Table 1 shows the groove shape, Table 2 shows the welding conditions, Table 3 shows the arrangement of the electrodes, and Table 4 shows the setting of the welding current.
[0057] [Table 1]
[0058]
[0059] [Table 2]
[0060]
[0061] *#1 to #5 represent the first to fifth electrodes, respectively.
[0062] [table 3]
[0063]
[0064] *#1 to #5 represent the first electrode to the fifth electrode, respectively
[0065] **The electrode angle uses a positive number to represent the advance angle, and a negative number represents the sweep angle
[0066] [Table 4]
[0067]
[0068] *#1 to #5 represent the first electrode to the fifth electrode, respectively
[0069] The appearance of the bead of the obtained we...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| current density | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More