

Double-heat-source collaborative welding method and device for large thermal conductivity mismatched metal materials
A technology of metal materials and welding methods, which is applied in the field of double heat source collaborative welding methods and devices for metal materials with large thermal conductivity mismatches, can solve the problem of effective control of welding temperature for difficult joints, difficulty in forming metal materials with large thermal conductivity mismatches, and control The effect is limited and other problems, to achieve the effect of improving welding quality, increasing heat, and simple equipment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment approach
[0035] Its implementation mode comprises the following steps:
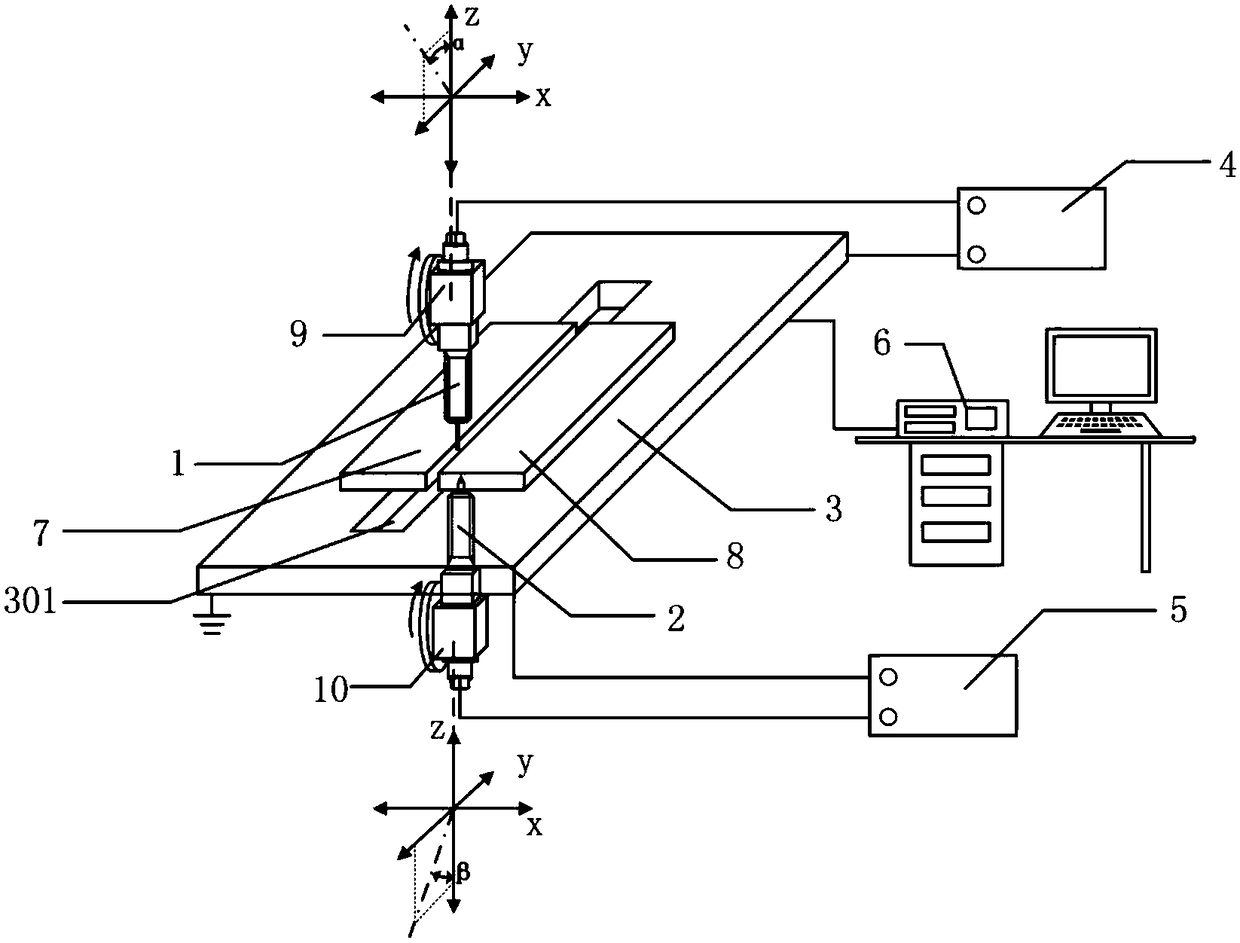
[0036] Step 1: Docking workpiece: place the metal workpiece to be welded with a large thermal conductivity mismatch in a parallel manner in the center of the tooling table, and the gap between the two plates is 0-1mm;
[0037] Step 2: Set welding energy parameters: front heat source welding voltage 13-25V, wire feeding speed 2-10.5m / min, reverse heat source welding current 60-300A, welding speed 3-30mm / s, welding parameters of two heat sources during welding fixed;
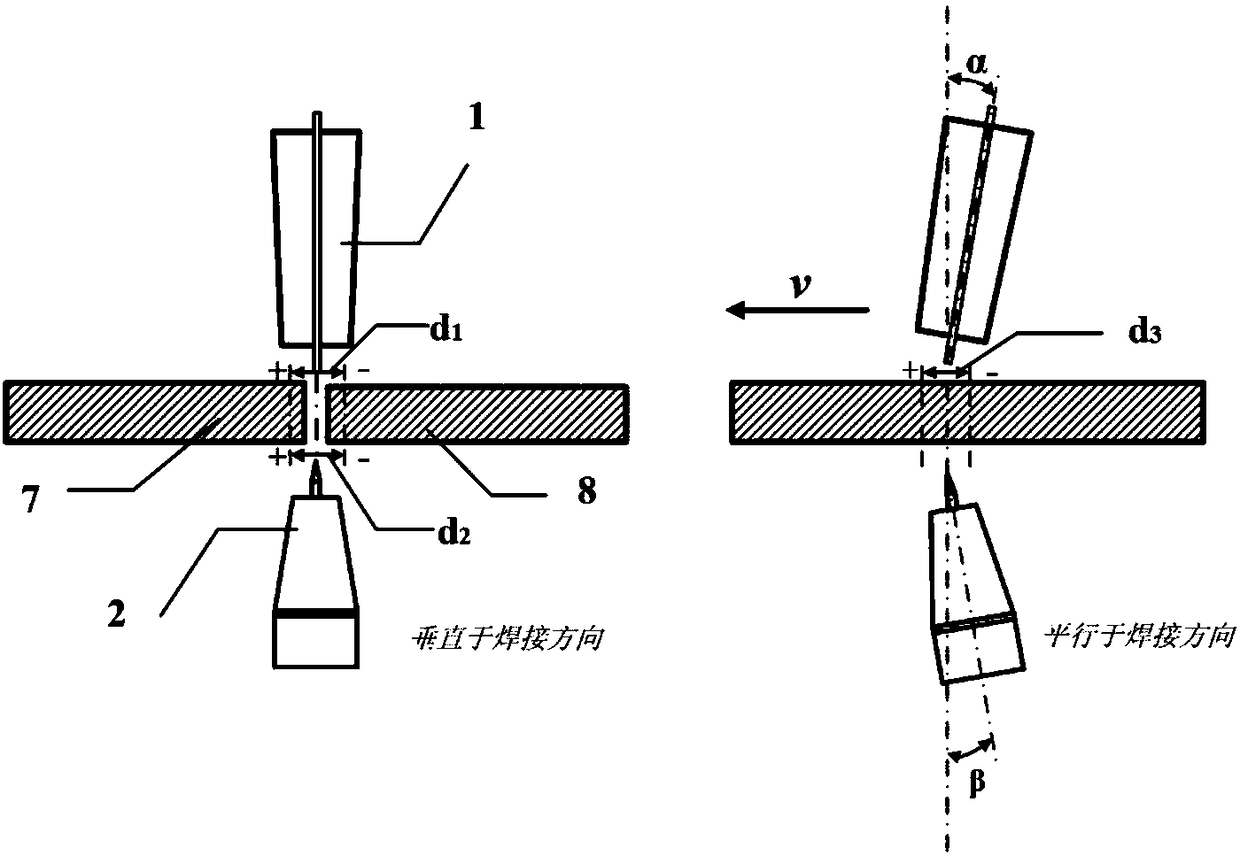
[0038] Step 3: Set the welding position parameters to be perpendicular to the welding direction (+ near the steel side, - near the copper side), the front heat source is -0.4-0mm from the center of the weld, and the back heat source is -2-0mm from the center of the weld; along the welding direction (The front heat source is + at the front, and the back heat source is -), the front heat source is -2—+2mm from the back heat source, and the two heat sou...
specific Embodiment 1
[0043] It is carried out according to the following steps:
[0044] Step 1: Docking workpiece: Place the part to be welded of the metal workpiece with a large thermal conductivity mismatch in a parallel manner in the center of the through slot of the tooling table, and the gap between the two plates is 0.3mm;
[0045] Step 2: Set welding energy parameters: front heat source welding voltage 15.5V, wire feeding speed 3.5m / min, argon gas flow 15L / min; reverse heat source welding current 180A, argon gas flow 15L / min; welding speed 9mm / s, welding During the process, the welding parameters of the two heat sources are fixed;
[0046] Step 3: Set the welding position parameters along the welding direction (the front heat source is +, the rear is -), the front heat source is 0mm away from the back heat source; perpendicular to the welding direction (close to the steel side is +, close to the copper side is -), The front heat source is -0.4mm from the weld center, the back heat source ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More