

Aluminum alloy laser welding method
A laser welding, aluminum alloy technology, applied in laser welding equipment, welding equipment, welding/welding/cutting objects, etc., can solve the problems of large expansion coefficient of aluminum alloy, affecting the strength of the sheet, thermal cracks, etc., and achieves low welding heat input. , The effect of high welding speed and high energy density
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some, not all, embodiments of the present invention. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
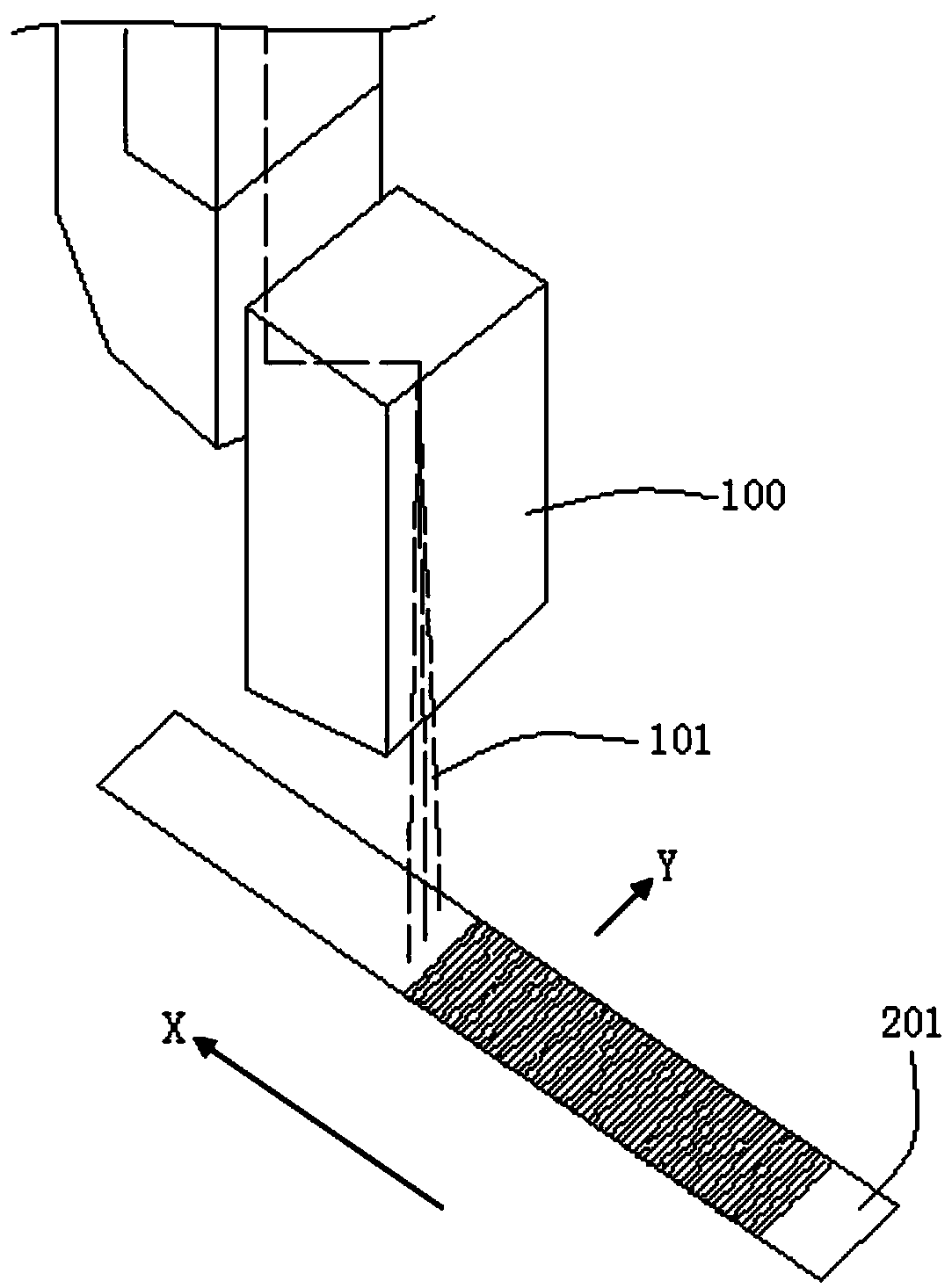
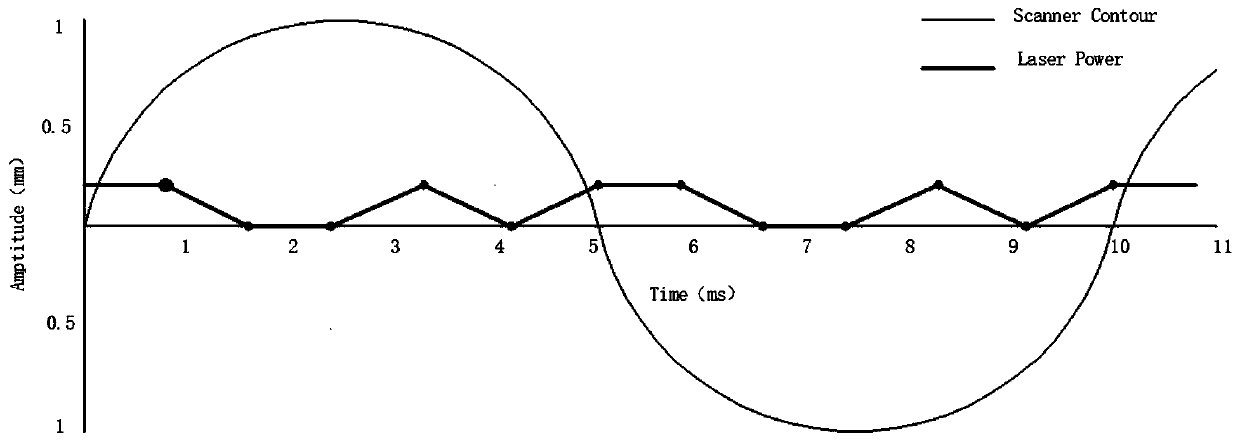
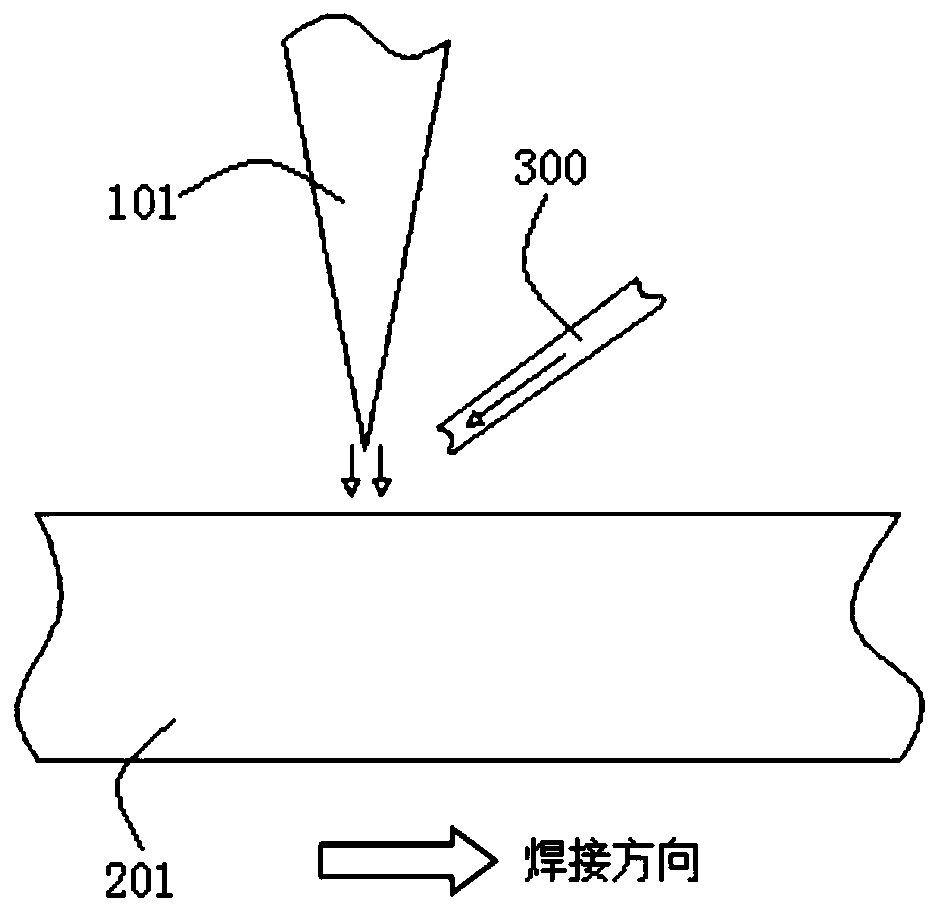
[0028] An embodiment of the present invention provides an aluminum alloy laser welding method. While the laser welding head 100 is running along the length direction of the weld seam, the laser spot is made to oscillate at a set frequency in the width direction of the weld seam. Laser deep penetration welding is performed, wherein the laser processing power is higher in the middle of the weld seam than at the edge of the weld seam.
[0029] Such as figure 1 ,...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More