

Corrosion-resistant metallurgical composite bimetal longitudinal submerged-arc welded steel pipe and method for manufacturing same
A composite bimetallic and straight seam submerged arc technology, which is applied in metal rolling, arc welding equipment, metal processing equipment, etc., can solve the problems of easy generation of gaps, inclusion of stolen goods, and limited application, and achieve high accuracy of shape and size, Good corrosion resistance and high degree of mechanization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
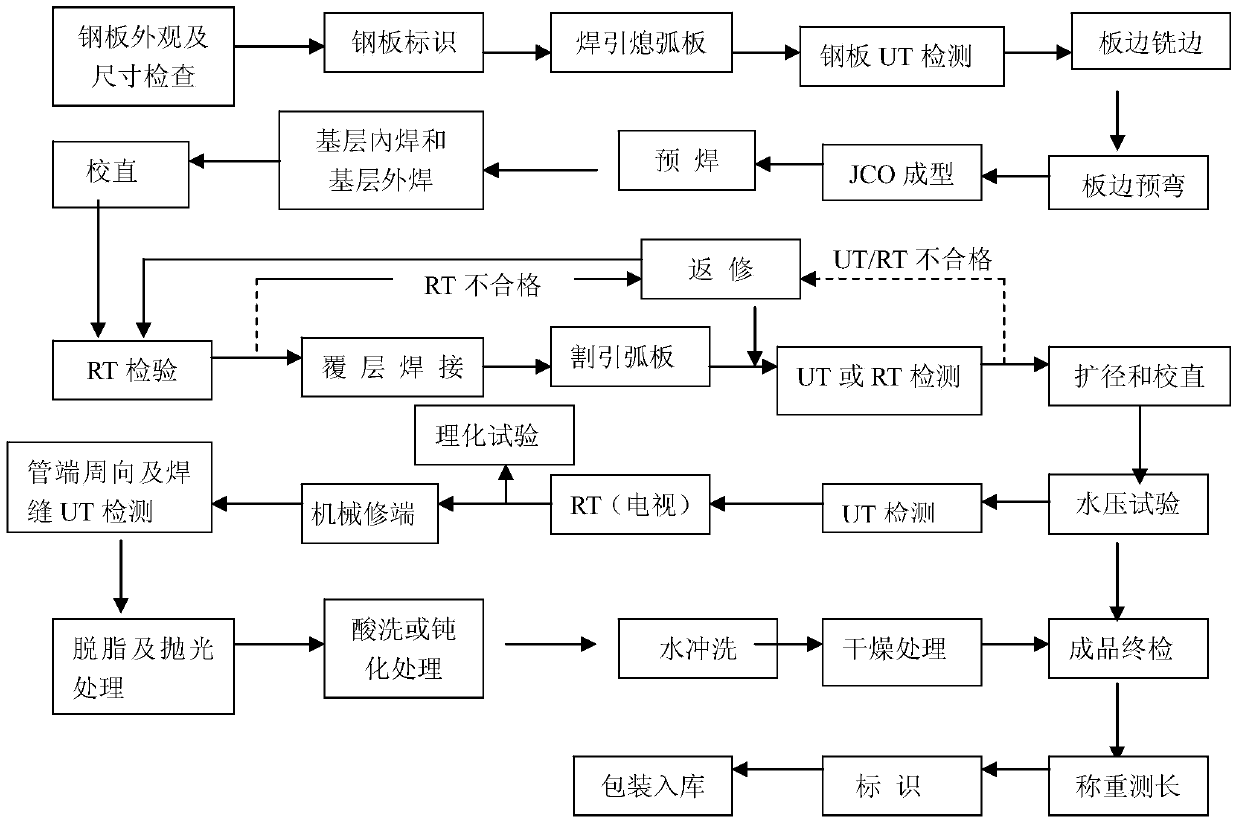
[0024] Manufacturing process see figure 1 .
[0025] (1) Raw material inspection: corrosion-resistant metallurgical composite bimetallic steel plate (the thickness of carbon steel is 19mm, the model is Q235B; the thickness of the corrosion-resistant layer is 304L (3mm), the model is 304L), after the appearance, size inspection and various mechanical and corrosion resistance properties Feed after passing the test and marking; to ensure that the raw materials meet the quality requirements;
[0026] (2) Arc extinguishing plate for welding: The arc extinguishing plate is made of the same material as the steel pipe Q235B and 304L, so that the arc starting and extinguishing of the steel pipe during welding are carried out on the arc igniting plate and the arc extinguishing plate. To ensure the quality of steel pipe welds.
[0027] (3) Steel plate UT (ultrasonic flaw detection) inspection: use automatic UT to conduct 100% inspection on the surface of the steel plate, and further ch...
Embodiment 2
[0049] (1) Raw material inspection: corrosion-resistant metallurgical composite bimetallic steel plate (carbon steel layer thickness 14mm, material model X60); corrosion-resistant layer thickness 3mm, model 316L, passed the inspection of appearance, size and various mechanical and corrosion resistance performance tests and passed the test Feed after marking; to ensure that the raw materials meet the quality requirements;
[0050] (2) Welding arc extinguishing plate: use the same material X60 as the steel pipe; the corrosion-resistant layer 316L is used to make the arc extinguishing plate, so that the arc starting and extinguishing of the steel pipe welding are carried out on the arc starting plate and the arc extinguishing plate.
[0051] (3) Steel plate UT (ultrasonic flaw detection) inspection: use automatic UT to conduct 100% inspection on the surface of the steel plate, and further check the internal quality of the steel plate to ensure that the materials used for pipe maki...
Embodiment 3
[0068] (1) Raw material inspection: corrosion-resistant metallurgical composite bimetallic steel plate (carbon steel layer thickness 20mm, material type Q345B; corrosion-resistant layer thickness 2mm, type 310S), passed the inspection of appearance, size, and various mechanical and corrosion resistance performance tests. Feed after marking; to ensure that the raw materials meet the quality requirements;
[0069] (2) Welding arc extinguishing plate: Q345B, which is the same material as the steel pipe; the corrosion-resistant layer 310S is used to make the arc extinguishing plate, so that the arc starting and extinguishing of the steel pipe welding are carried out on the arc starting plate and the arc extinguishing plate.
[0070] (3) Steel plate UT (ultrasonic flaw detection) inspection: use automatic UT to conduct 100% inspection on the surface of the steel plate, and further check the internal quality of the steel plate to ensure that the materials used for pipe making meet th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More