

Lathe machining method for end face deep narrow groove in aerial engine crankcase
A technology of aero-engine and processing method, applied in the field of aero-engine casing processing, can solve the problems of bending deformation, large cutting force, difficult chip removal, etc., and achieves reduction of thermal deformation and bending deformation, high machining accuracy, and reduced offset Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] It should be noted that, in the case of no conflict, the embodiments in the present application and the features in the embodiments can be combined with each other. The present invention will be described in detail below with reference to the accompanying drawings and examples.
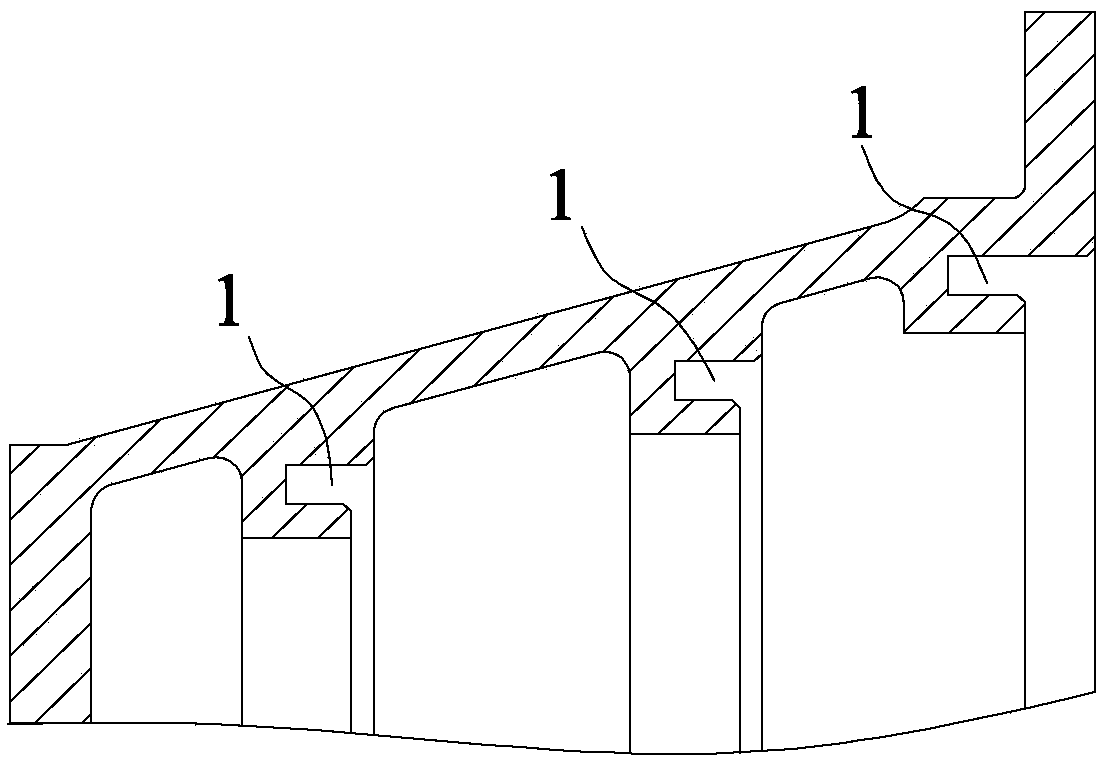
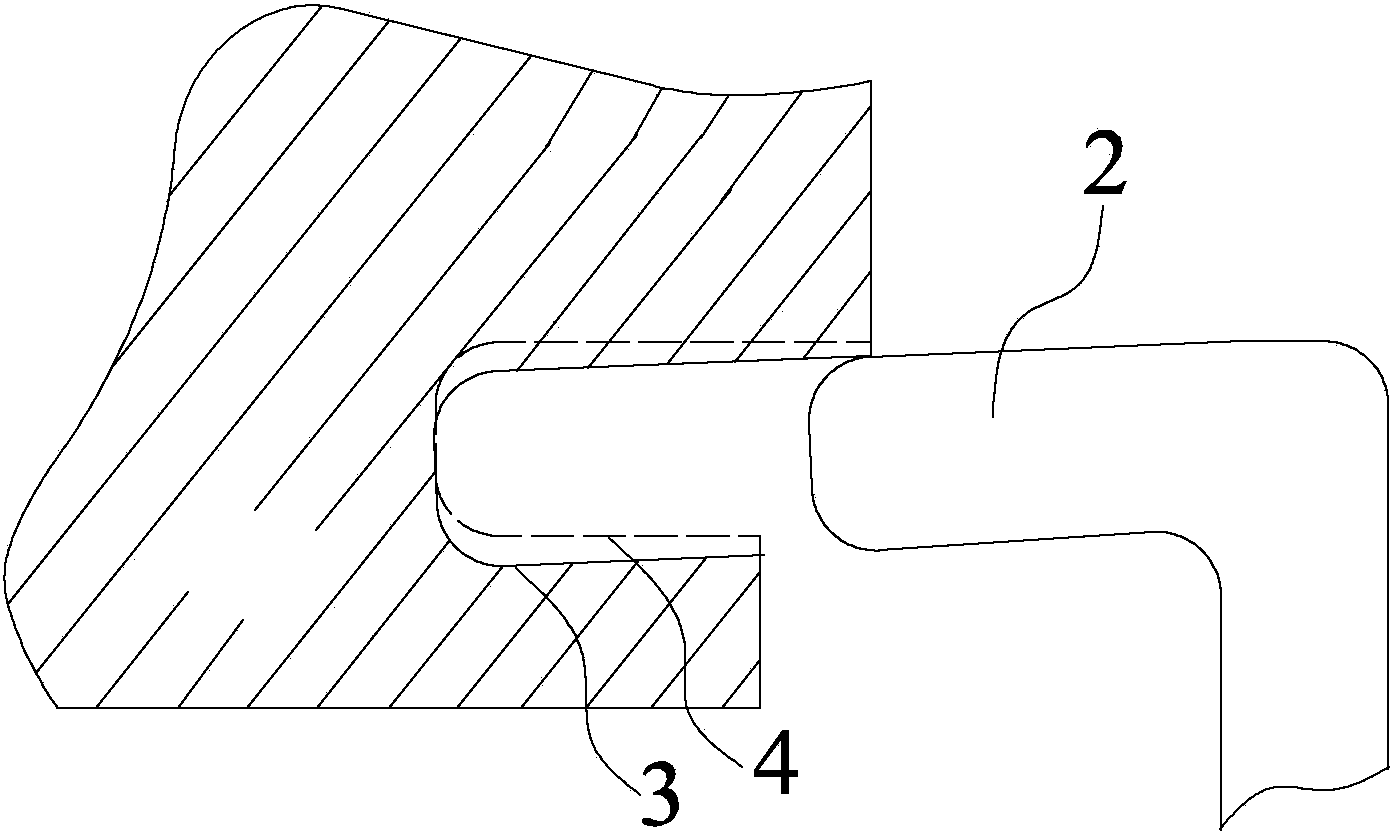
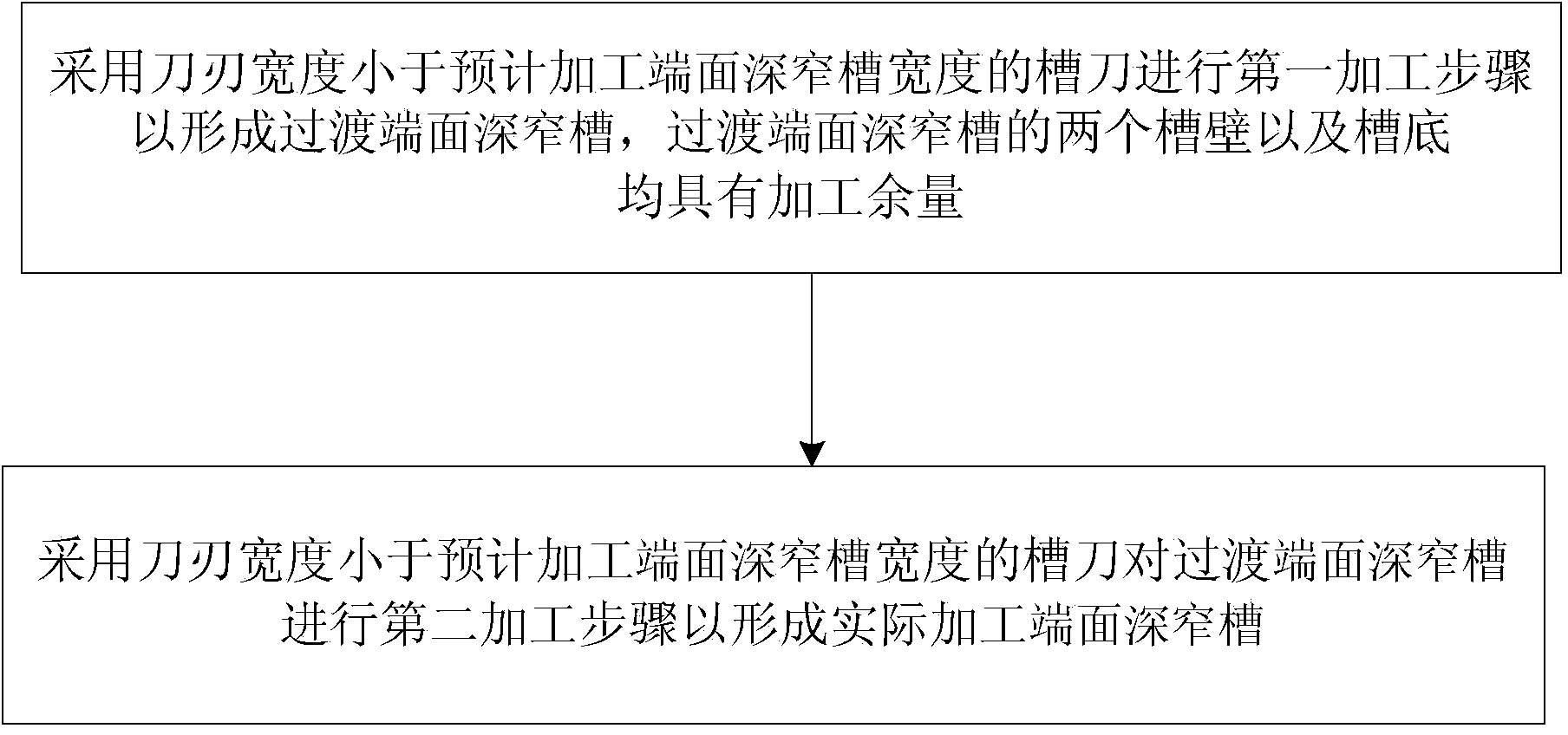
[0020] Such as image 3 As shown, the turning processing method of the deep and narrow groove on the end face of the aero-engine casing of the present embodiment includes a first processing step and a second processing step, and the first processing step is performed by using a groove cutter with a blade width smaller than the width of the expected deep and narrow groove on the end face to be machined. Form the deep and narrow groove on the transition end face, carry out the second processing step on the deep and narrow groove on the transition end face, remove the machining allowance on the deep and narrow groove on the transition end face to form the deep and narrow groove on the actual proce...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More