

Excess temperature detection method and fluid control equipment in tubing soldering
A technology for controlling equipment and fluids, applied in welding equipment, metal processing equipment, manufacturing tools, etc., can solve the problems of labor and time required for temperature detection, failure to detect heat transfer, heat transfer to the inside of the main body, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
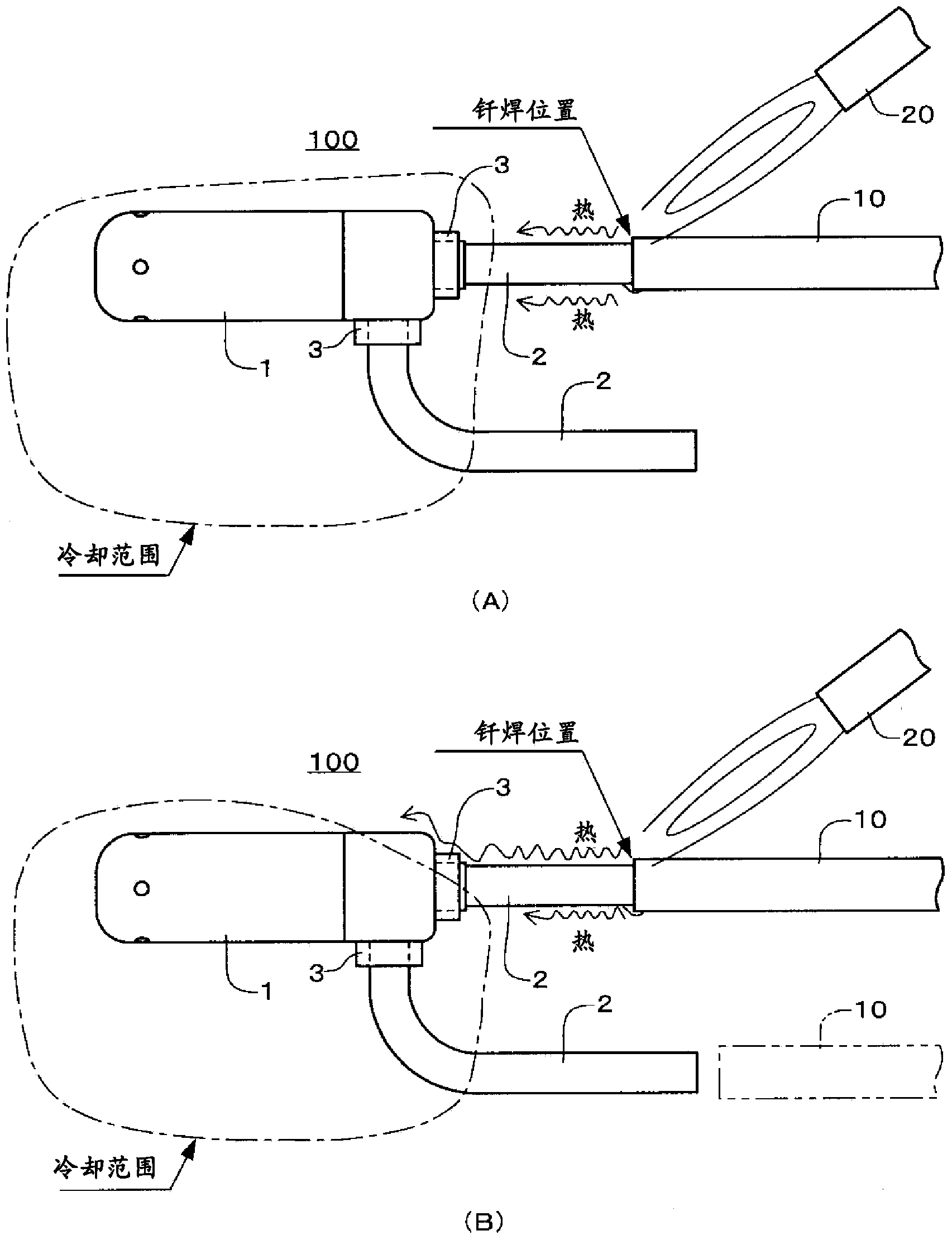
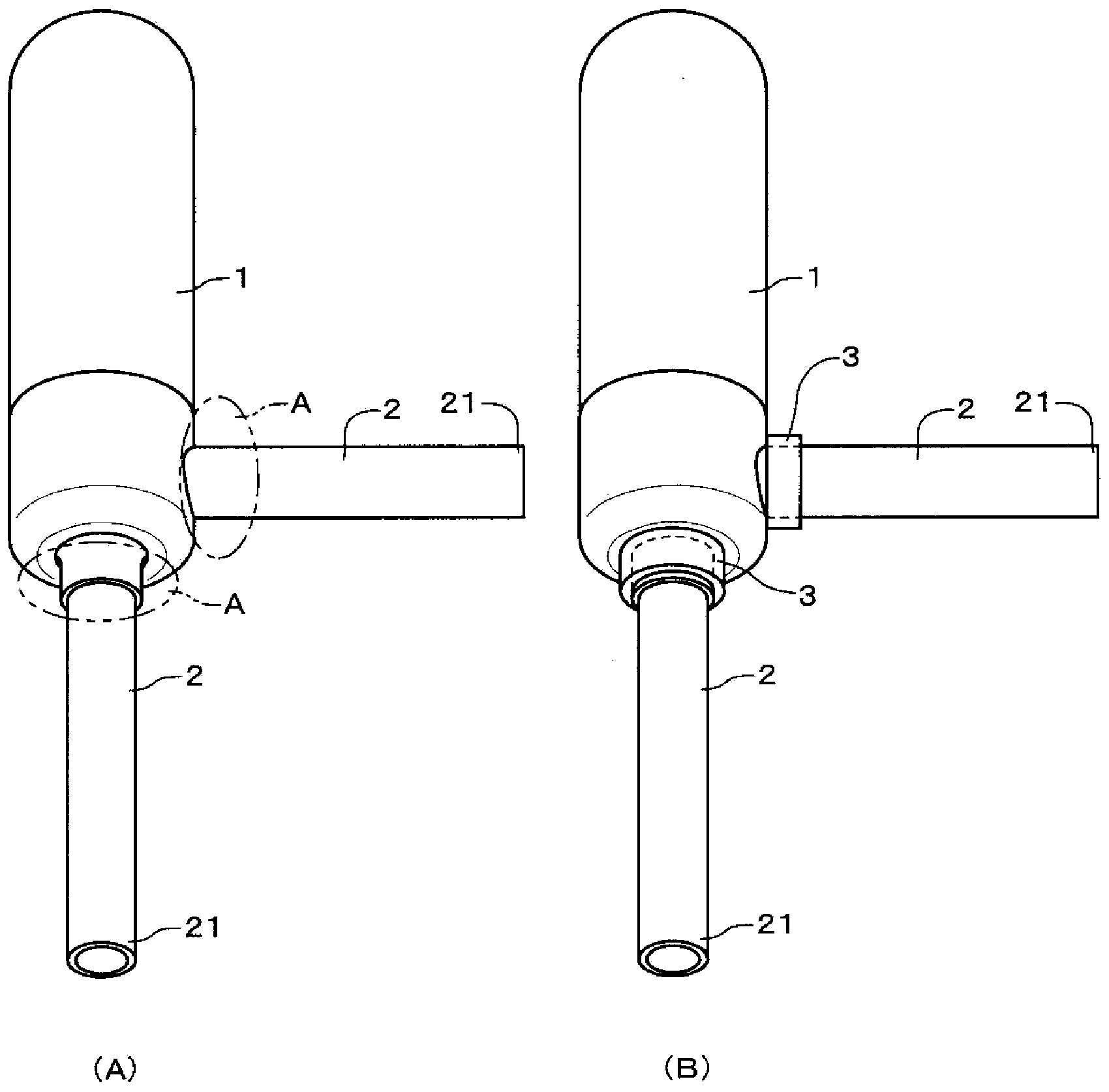
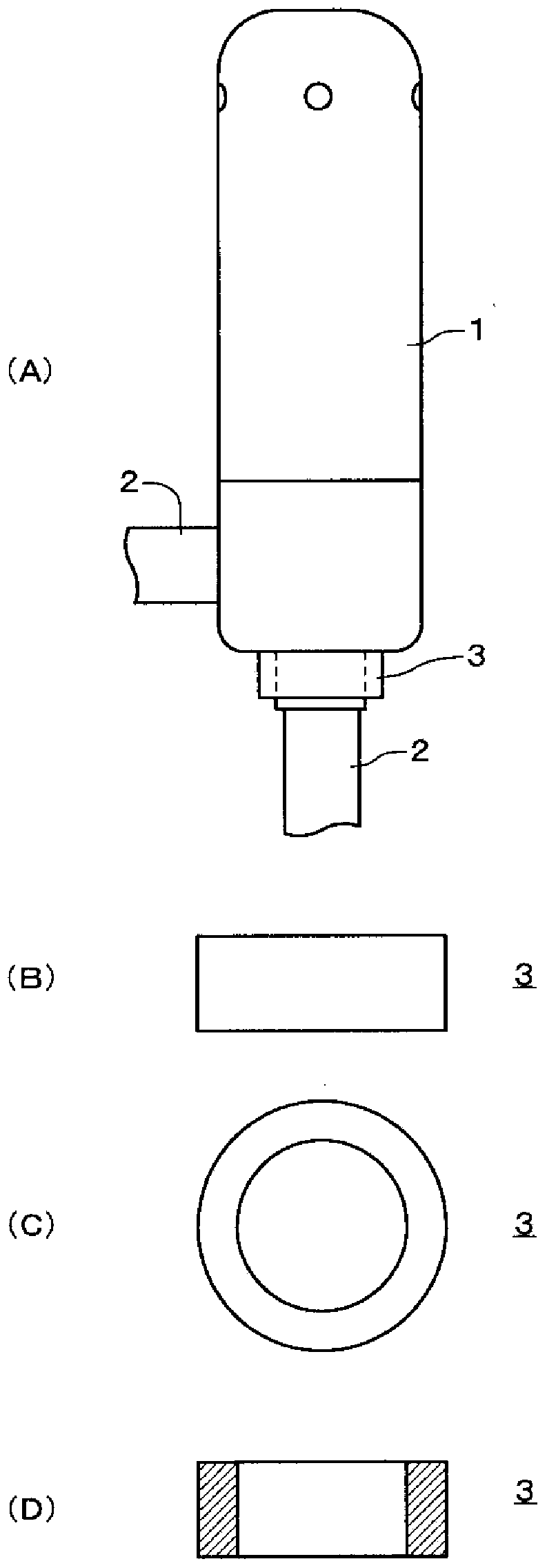
[0026] Hereinafter, embodiments of the present invention will be described with reference to the drawings. The embodiment is an example in which the fluid control device is an electric valve and the electric valve is brazed to the piping of the refrigeration cycle system (fluid circulation system). figure 1 It shows a state where the electric valve of the embodiment of the present invention has been well brazed ( figure 1 (A)), and the state where the brazing operation is not performed well ( figure 1 (B)). figure 2 Is a perspective view of the electric valve of the embodiment, figure 2 (A) is the state before the indicator 3 is installed, figure 2 (B) shows the state after the indicator 3 is installed. image 3 Is a diagram showing the detailed structure of the main part of the indicator 3 of the embodiment, image 3 (A) is a side view of the installation state of indicator 3, image 3 (B) is a side view of indicator 3, image 3 (C) is the bottom view of indicator 3. image 3 ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More