

General assembly table for tank container
A technology of tank container and final assembly platform, which is applied in assembly machines, metal processing equipment, manufacturing tools, etc., can solve the problems of crowded workers, difficulty in improving assembly efficiency, poor working environment, etc., so as to improve the working environment and improve assembly efficiency. , the effect of increasing the space for personnel activities
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] In order to further illustrate the principle and structure of the present invention, preferred embodiments of the present invention will now be described in detail with reference to the accompanying drawings.
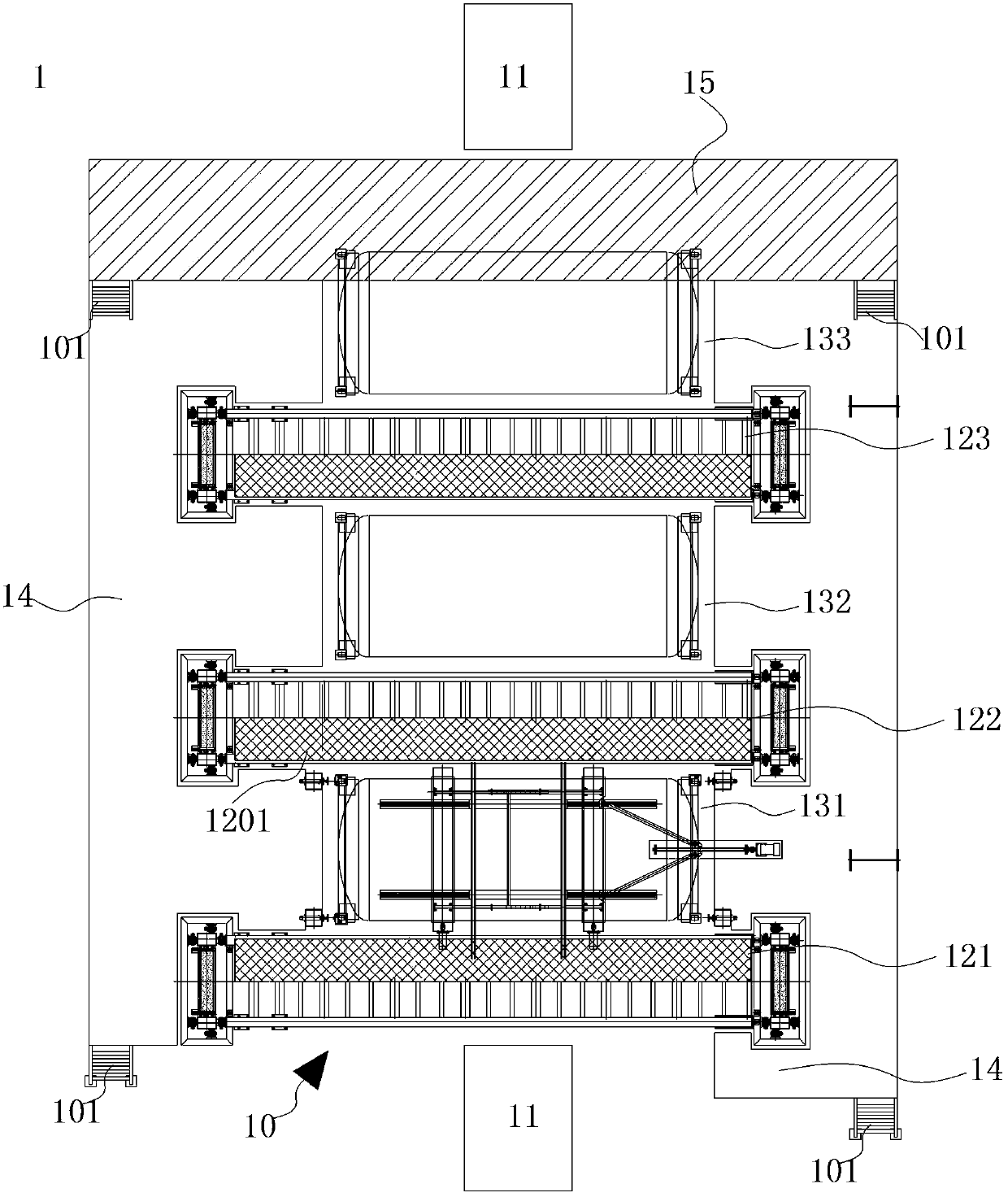
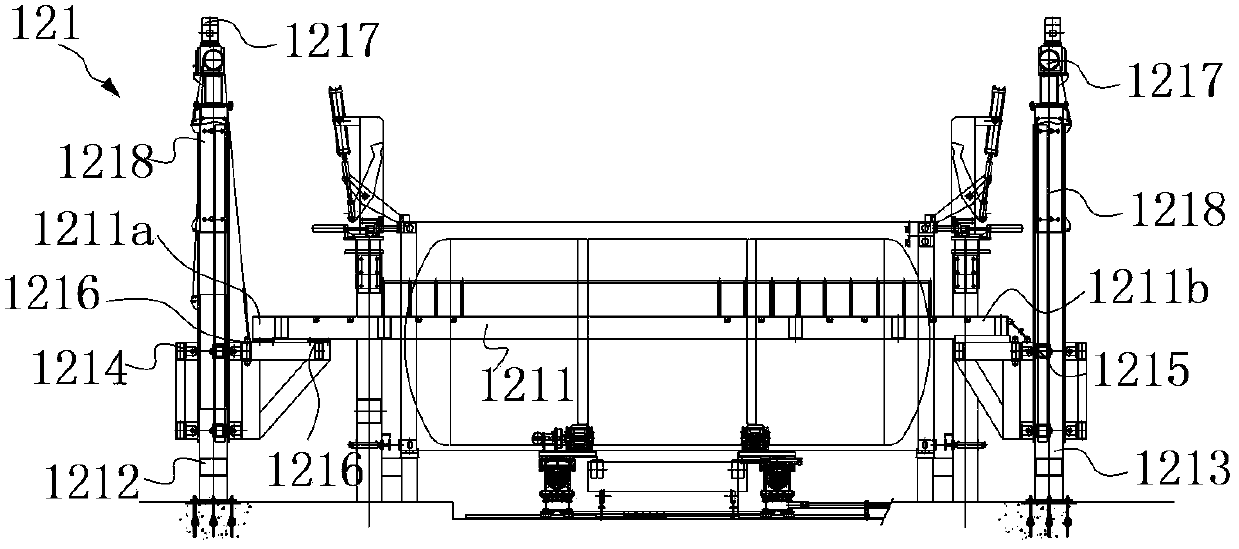
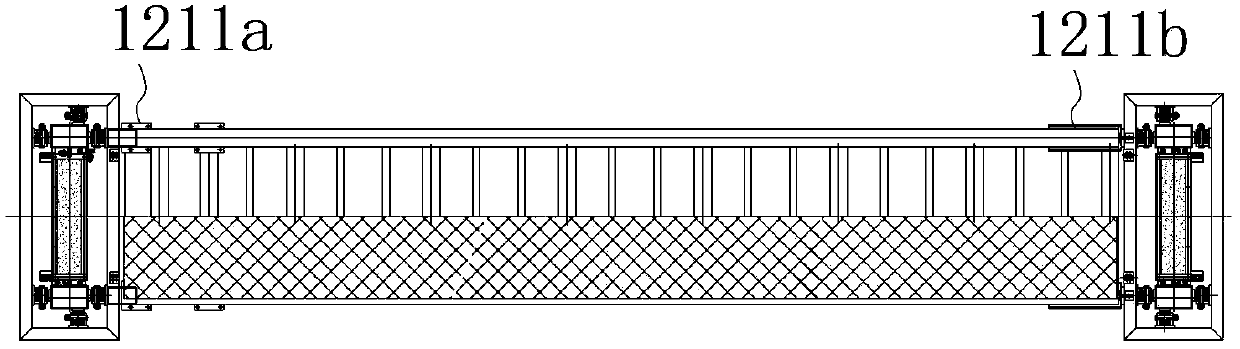
[0029] see figure 1 with figure 2 , figure 1 It is a top view structure schematic diagram of the tank container assembly platform of the present invention, figure 2 It is a schematic diagram of the side structure of the tank container assembly platform of the present invention. The tank container assembly platform 1 of the present invention is used to assemble and weld the cylinder body 31 and the end frames, top side beams, bottom side beams and other components according to technical requirements, or directly process the cylinder body 31 itself, for example, overflow Flow box grinding and matching operation, bottom discharge hole pressing operation. The tank container assembly platform 1 includes an assembly area 10, a plurality of lifting platforms arran...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More