

Process for producing high-nodularity fastener wire rod
A fastener wire and production process technology, which is applied in the field of high-spheroidization fastener wire production technology, can solve the problems of high forging cost, poor dimensional stability, unreasonable annealing process, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
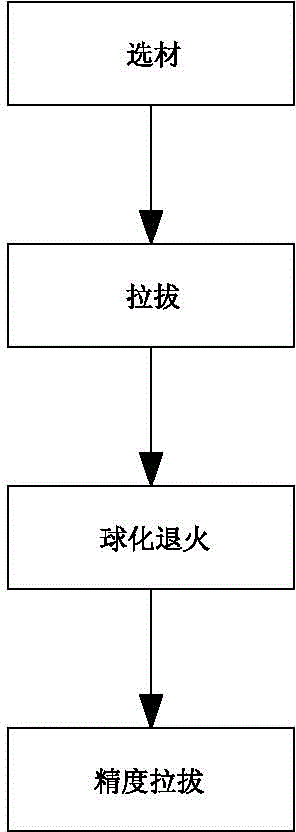
[0022] (1) Material selection: Select the steel wire of model SWRCH22A.
[0023] (2) Drawing: the steel wire is drawn by using a drawing machine, and the compression rate is controlled at 50% in this embodiment.
[0024] (3) Spheroidizing annealing: Hang the steel wire into the atmosphere protection furnace, which is added with a protection atmosphere. The protection atmosphere is methanol, and the flow rate of methanol gas is 10ml / min, and then the steel wire is heated to the austenite transformation temperature Above 20°C, heat preservation for 4 hours, then slowly cool at 10°C / hour to 30°C below the austenite transformation temperature, heat preservation for 3 hours, then cool with the furnace until it comes out of the furnace, the austenite transformation temperature is 720°C.
[0025] (4) Precision drawing: the steel wire is drawn again by using a drawing machine. In this embodiment, the compression rate is controlled at 10%.
[0026] The steel wire treated in this embod...
Embodiment 2
[0028] (1) Material selection: Select the steel wire of model SWRCH22A.
[0029] (2) Drawing: use a drawing machine to draw the steel wire, and in this embodiment, the compression ratio is controlled at 51%.
[0030] (3) Spheroidizing annealing: Hang the steel wire into the atmosphere protection furnace, which is added with a protection atmosphere. The protection atmosphere is methanol, and the flow rate of methanol gas is 10ml / min, and then the steel wire is heated to the austenite transformation temperature Above 25°C, keep warm for 5 hours, then slowly cool at 10°C / hour to 25°C below the austenite transformation temperature, keep hold for 3.5 hours, then cool with the furnace until it comes out of the furnace, the austenite transformation temperature is 720°C.
[0031] (4) Precision drawing: the steel wire is drawn again with a drawing machine. In this embodiment, the compression rate is controlled at 8%.
[0032] The steel wire treated in this embodiment is inspected for ...
Embodiment 3
[0034] (1) Material selection: Select the steel wire of model SWRCH22A.
[0035] (2) Drawing: use a drawing machine to draw the steel wire, and in this embodiment, the compression rate is controlled at 55%.
[0036] (3) Spheroidizing annealing: Hang the steel wire into the atmosphere protection furnace, which is added with a protection atmosphere. The protection atmosphere is methanol, and the flow rate of methanol gas is 10ml / min, and then the steel wire is heated to the austenite transformation temperature Above 30°C, heat preservation for 6 hours, then slowly cool at 10°C / hour to 20°C below the austenite transformation temperature, heat preservation for 4 hours, then cool with the furnace until it comes out of the furnace, the austenite transformation temperature is 720°C.
[0037] (4) Precision drawing: the steel wire is drawn again with a drawing machine, and in this embodiment, the compression rate is controlled at 6%.
[0038] The steel wire treated in this embodiment ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More