

Dynamic constant thickness ratio taper control method
A technology of equal thickness and wedge shape, which is applied in the direction of rolling force/roll gap control, etc., can solve the problems of rolling breakage, feedback control lag, rack wave shape, etc. The effect of shaping and rolling
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
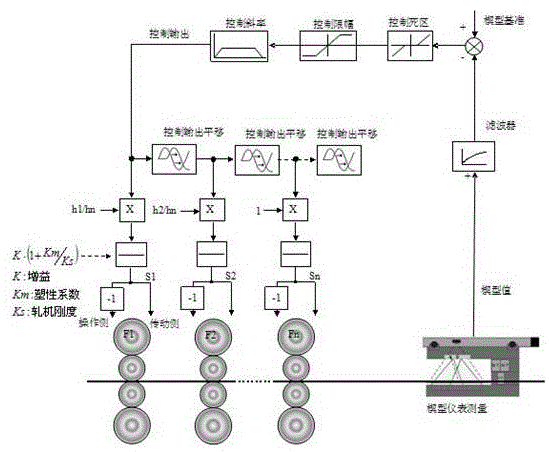
[0017] A dynamic constant thickness ratio wedge control method, as shown in the appendix figure 1 As shown, 1) The real-time wedge value W obtained after the meter at the exit of the finishing mill F7 detects the strip wedge and delays it by 20 meters;
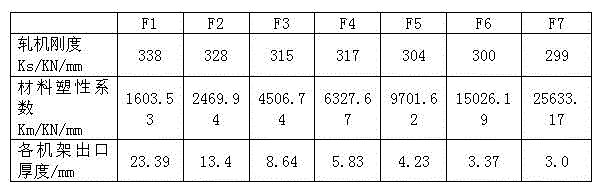
[0018] 2) After filtering, comparing with the reference value, controlling the dead zone and controlling the amplitude limit, the F1 outlet wedge W*H is calculated according to the thickness ratio 1 / H 7 , where H 1 , H 7 is the thickness of F1 and F7 outlet strip steel, so as to calculate the roll gap deviation adjustment amount K / (1+Km of F1 frame 1 / Ks 1 )* W*H 1 / H n *1 / 2, where K is the gain coefficient, generally 0.5-0.8, Km 1 is the plastic deformation coefficient of the F1 frame strip, Ks 1 is the stiffness coefficient of the F1 rolling mill;
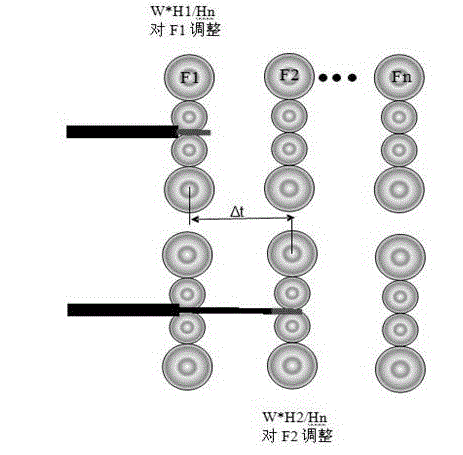
[0019] 3) As attached figure 2 As shown in the figure, when the strip, which has the effect of adjusting the roll gap deviation of the F1 frame by the wedge feedback...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More