

Method for making abrasive tool with cooperative arrangement of abrasive particles by brazing
A kind of abrasive, abrasive grain technology, applied in the field of high temperature brazing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
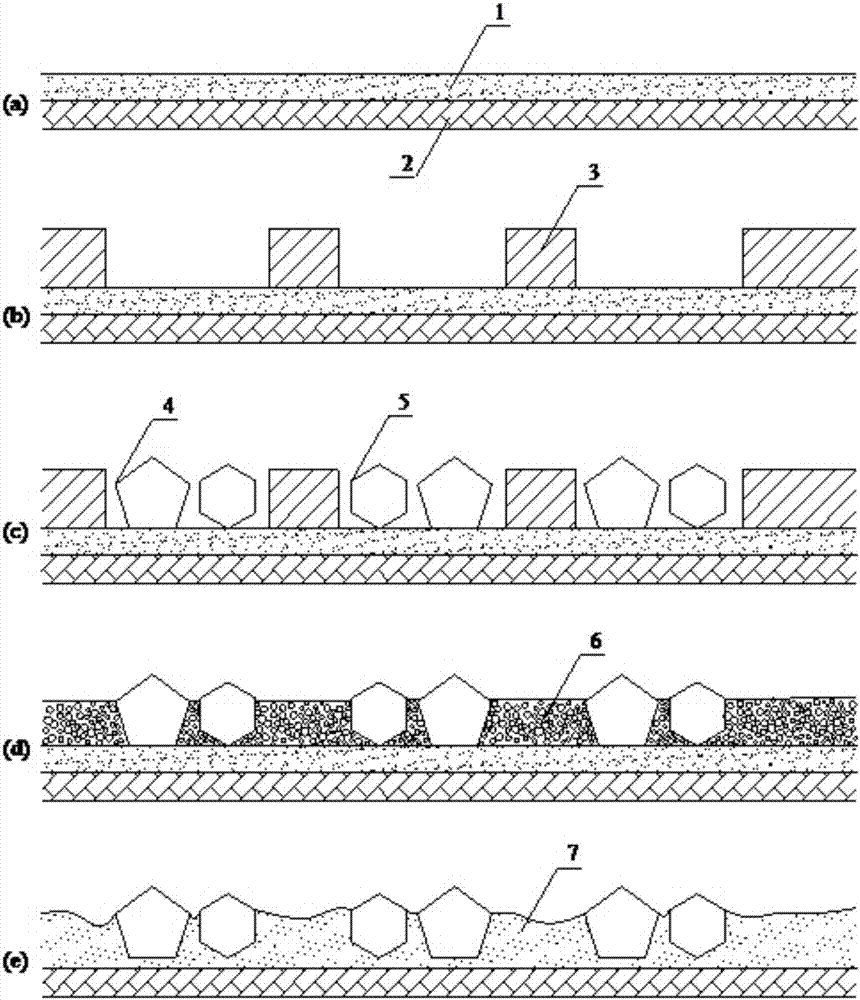
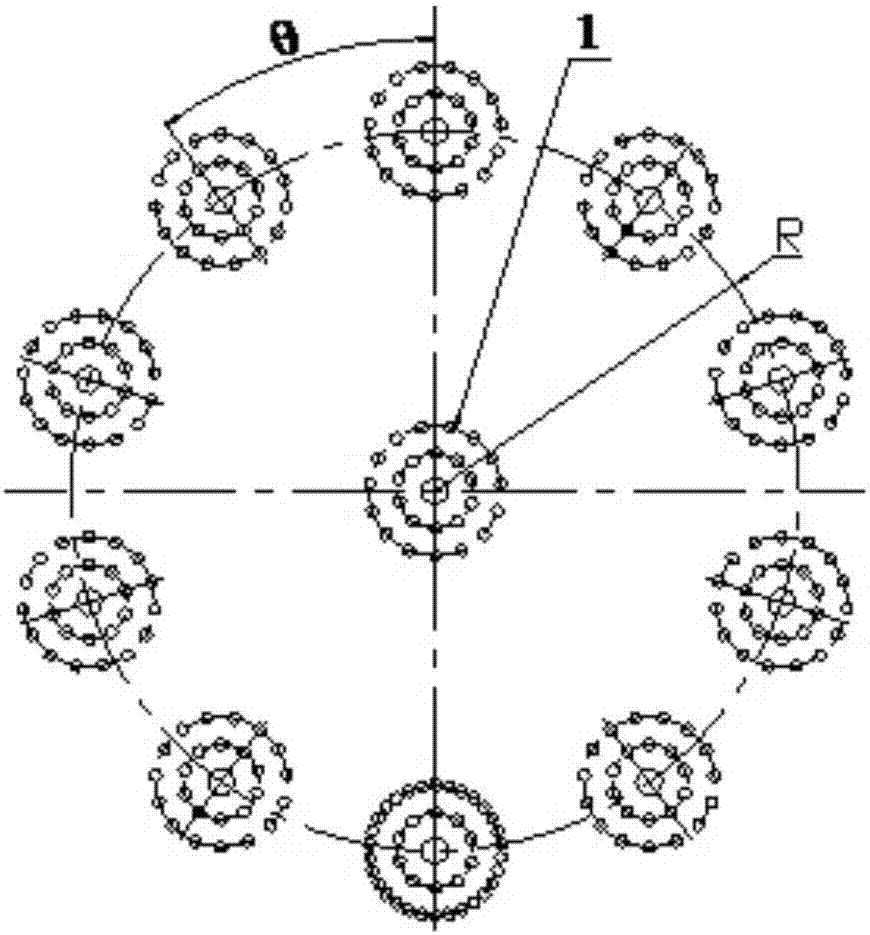
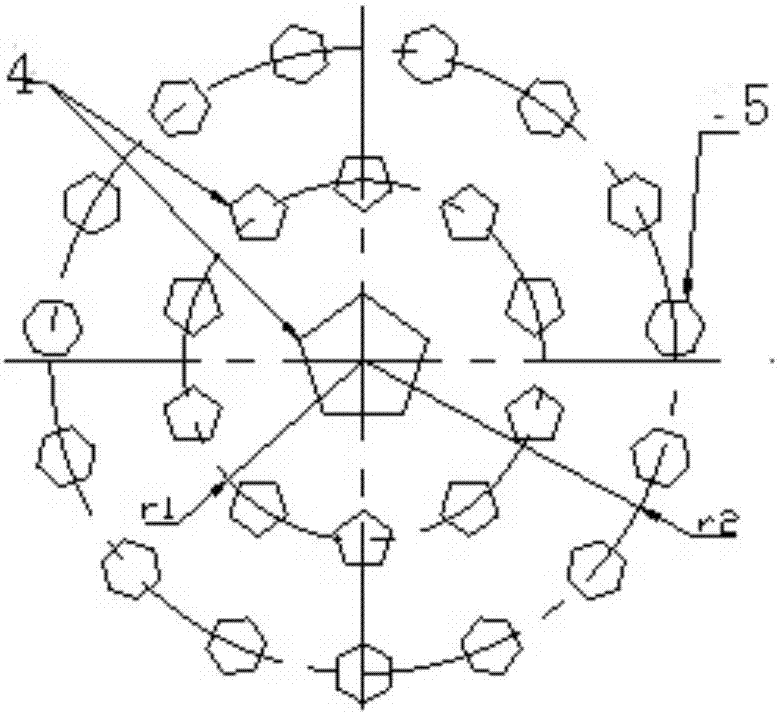
[0046] Taking the circular saw blade carrier with a diameter of 230mm as an example, its arrangement and brazing process are as follows:
[0047] The first step is to ultrasonically clean the diamond and cubic boron nitride respectively in a mixed solution of acetone and absolute ethanol, and dry them for later use. The volume ratio of acetone and ethanol used is 1.5:1; organic solvents such as gasoline are used to Clean the steel matrix on the outer edge of the saw blade, sandblast the brazing surface of the steel matrix on the outer edge of the circular saw blade after drying, clean the surface of the steel matrix on the outer edge of the circular saw blade with acetone, and dry it for later use;
[0048] The second step, according to the volume ratio of the pressure-sensitive adhesive and acetone is 1:1, configure the adhesive, mix and stir evenly, and apply the adhesive evenly on the surface of the steel substrate at the outer edge of the circular saw blade, with a thicknes...
Embodiment 2
[0053] The thickness of bonding agent described in the second step is 0.15mm; In the 4th step, the brazing filler metal particle size range is 220 orders, and the brazing filler metal thickness scope covered can be 45% of abrasive grain average size; Heating rate is 10°C / min; the selection range of the brazing temperature can be 880°C; the selection range of the holding time can be 15min; the rest are the same as in Embodiment 1.
Embodiment 3
[0055] The thickness of bonding agent described in the second step is 0.35mm; In the 4th step, the brazing filler metal particle size range is 100 orders, and the brazing filler metal thickness range covered can be 90% of the average size of the abrasive particle diameter; Brazing temperature The selection range can be 950 DEG C; The heating rate is 20 DEG C / min, and the cooling rate is 20 DEG C / min; the selection range for the heat preservation time can be 30min; all the other are the same as embodiment 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More