Liner for reinforcing a pipe and method of making the same
A technology for lining and pipes, applied in the field of linings for strengthening pipes and its manufacture, which can solve the problems of expensive, time-consuming, difficult pipe replacement, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0046] While the broad inventive concept is susceptible to embodiments in many different forms, what is shown in the drawings and herein will be described in detail with specific embodiments is based on the understanding that this specification is considered to be one example of the broad inventive concept . Therefore, the broad inventive concepts should not be limited to the specific embodiments described herein.
[0047] Unless otherwise defined, terms used herein are the same as commonly understood by those of ordinary skill in the art, and all include broad inventive concepts. The terms used herein are used to describe only example embodiments of the broad inventive concept and do not limit the broad inventive concept. When used in the description of the broad inventive concept and the appended claims, the singular forms "a" and "the" also include the plural unless the context clearly dictates otherwise.
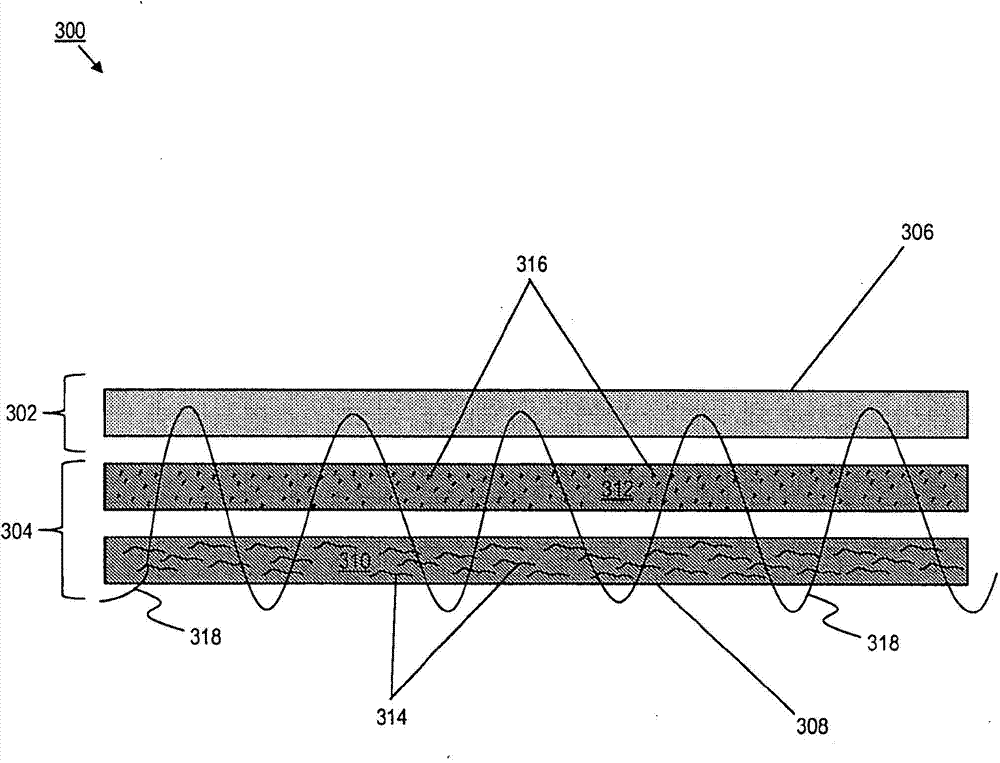
[0048] According to an example embodiment, image 3 Shown is a re...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com