

Manufacturing process of ultra-thin oriented silicon steel strip
A technology of oriented silicon steel and manufacturing process, applied in the field of silicon steel thin strip preparation, can solve the problems of large cold rolling deformation, poor texture orientation, difficult yield rate, etc., to facilitate cold rolling deformation, reduce equipment load, reduce The effect of production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
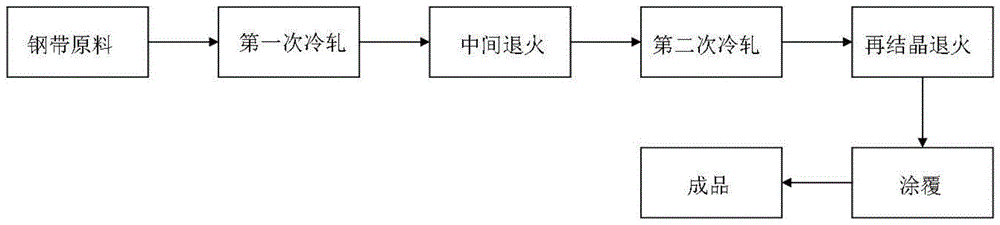
[0033] A manufacturing process of an ultra-thin oriented silicon steel strip described in this embodiment comprises the following steps:
[0034] (1) The first cold rolling: use 0.3mm thick ordinary oriented silicon steel as the raw material of the steel strip, and the cutting width is 200mm. At room temperature, the first cold rolling is carried out, and the rolling deformation rate is 88%. 3 to 7 passes, and the cooling liquid known in the art is used in the cold rolling process;
[0035] (2) Intermediate annealing: Continuous intermediate annealing is carried out under a hydrogen protective atmosphere, the annealing temperature is 750°C, and the annealing speed is 2 m / min to form a recrystallized structure;
[0036] (3) The second cold rolling: at room temperature, under 40% deformation rate, carry out the second cold rolling, the cold rolling pass is 3 to 7 passes, and the final rolling thickness is 0.02mm;
[0037] (4) Recrystallization annealing: Under the hydrogen-nitr...
Embodiment 2
[0041] A manufacturing process of an ultra-thin oriented silicon steel strip described in this embodiment comprises the following steps:
[0042] (1) The first cold rolling: use 0.2mm thick ordinary oriented silicon steel as the raw material of the steel strip, and the cutting width is 200mm. At room temperature, the first cold rolling is carried out, and the rolling deformation rate is 50%. 3 to 7 passes, and the cooling liquid known in the art is used in the cold rolling process;
[0043] (2) Intermediate annealing: Continuous intermediate annealing is carried out under a hydrogen protective atmosphere, the annealing temperature is 1150°C, and the annealing speed is 20 m / min to form a recrystallized structure;
[0044] (3) The second cold rolling: at room temperature, under 80% deformation rate, carry out the second cold rolling, the cold rolling pass is 3~7 passes, and the final rolling thickness is 0.02mm;
[0045] (4) Recrystallization annealing: Under hydrogen-nitrogen ...
Embodiment 3
[0049] A manufacturing process of an ultra-thin oriented silicon steel strip described in this embodiment comprises the following steps:
[0050] (1) The first cold rolling: using 0.25mm thick ordinary oriented silicon steel as the steel strip raw material, the cutting width is 200mm, at room temperature, the first cold rolling is carried out, the rolling deformation rate is 80%, the cold rolling pass 3 to 7 passes, and the cooling liquid known in the art is used in the cold rolling process;
[0051] (2) Intermediate annealing: Under the hydrogen-nitrogen protective atmosphere, continuous intermediate annealing is carried out, the annealing temperature is 950°C, and the annealing speed is 11 m / min to form a recrystallized structure;
[0052] (3) The second cold rolling: at room temperature, under 60% deformation rate, carry out the second cold rolling, the cold rolling pass is 3-7 passes, and the final rolling thickness is 0.02mm;
[0053] (4) Recrystallization annealing: Und...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More