Island wind-driven power generator with hoop valve and nickel alloy pistons
A nickel alloy and clamp technology, applied in the field of power generation auxiliary devices, can solve problems such as loss and large resistance, and achieve the effect of eliminating cooling accidents and reducing expensive maintenance costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0043] Describe the present invention in detail below in conjunction with accompanying drawing and specific embodiment:
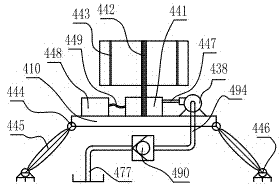
[0044] figure 1 , figure 2 , image 3 , Figure 4 , Figure 5 , Image 6 , Figure 7 , Figure 8 , Figure 9 , Figure 10 , Figure 11 , Figure 12 , Figure 13 with Figure 14 Middle: a clamp valve nickel alloy piston island reef wind power generator. There is a platform hinge 444 on the periphery of the working platform 410, which is connected to the upper end of the clamp piston two-way buffer 445, and the lower end of the clamp piston two-way buffer 445 is connected to the The fixed legs 446 are connected, and the electromechanical conversion unit 441, the energy storage cabinet 448 and the cooling pump 438 are fixedly installed on the working platform 410. There is a connecting wire 449 between the energy storage cabinet 448 and the electromechanical conversion unit 441, and the cooling There is a cooling conduit 447 between the outlet of...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



