Sealing assembly assembling tool and method
A technology of sealing components and assembly tooling, applied in the direction of manufacturing tools, hand-held tools, etc., can solve the problems of non-metallic parts that cannot be fully filled, cannot be accurately positioned and centered, and cannot achieve positioning intentions, etc., to achieve compact structure and convenient operation , Ingenious design effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] The present invention will be further described in detail below in conjunction with specific embodiments, which are explanations of the present invention rather than limitations.
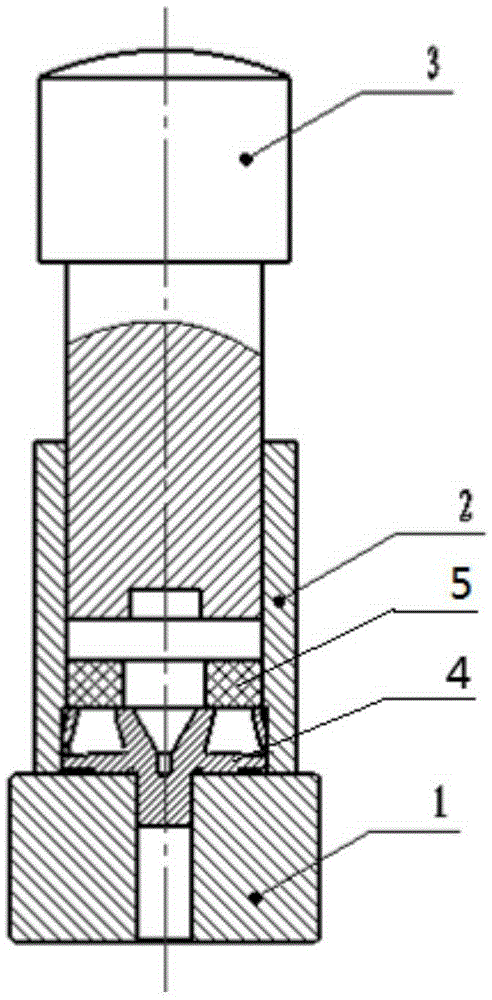
[0027] A sealing assembly assembly tooling of the present invention, such as image 3 As shown, it includes a base 1, a positioning sleeve 2 arranged on the upper end of the base 1, and a punch 3 sleeved in the positioning sleeve 2; the base 1 is provided with a positioning hole for placing the outer cylindrical surface of the small end of the metal part 4 The large end of the positioning sleeve 2 is used to be set on the large end outer cylindrical surface of the metal part 4, and the inner diameter of the small end is matched with the outer diameter of the non-metallic part 5; the stamping end of the punch 3 is a raised annular punch, The outer diameter of the punch 3 is the same as that of the non-metallic part 5 .
[0028] Wherein, the radial thickness of the ring in the punch 3 is great...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com