Control method of rolling of central hole defect of continuously-cast thick blank
A technology of center hole and control method, applied in rolling mill control device, metal rolling, metal rolling, etc., can solve rough guidance, difficult to produce practical general guidance, can not reflect the influence of rolling parameters and rolling effect, etc. question
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
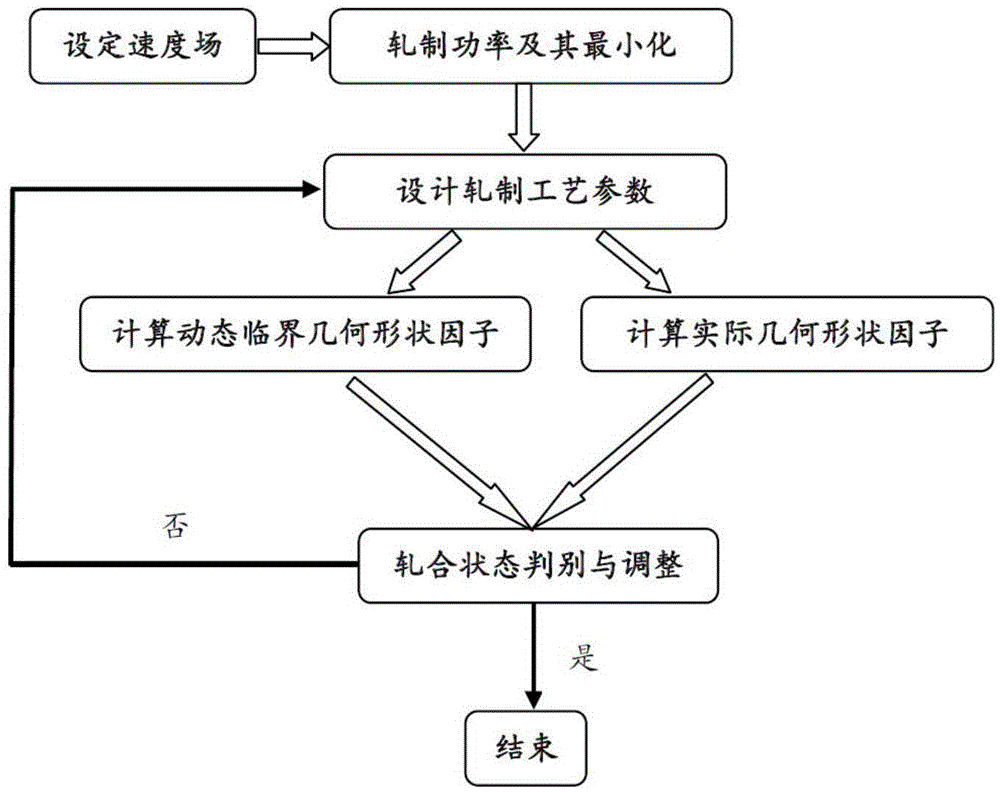
[0041] combine figure 1 As shown, the rolling control method for the center hole defect of the continuous casting slab includes the following steps.
[0042] (1) Set the velocity field
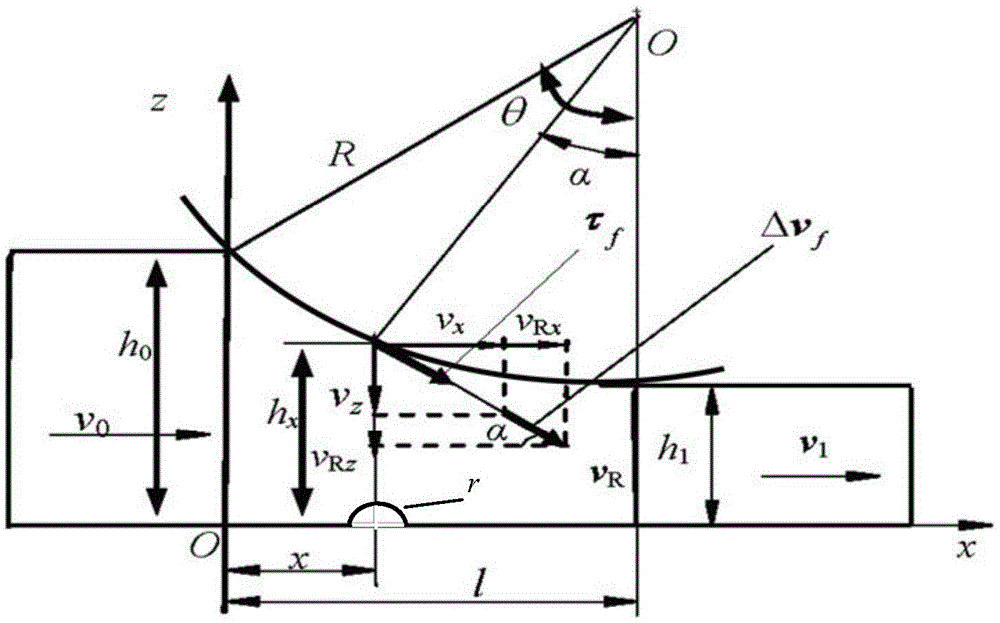
[0043] According to the geometric characteristics of the circular hole in the center of the rolled piece, when the radius of the roll is R, the half-thickness of the rolled piece at the entrance is h 0 , the outlet half-thickness is h 1 , the inlet velocity v 0 , the half-thickness of the rolled piece in the deformation zone is h x , the length of the deformation zone is l, and the bite angle is θ, such as figure 2 As shown, the permissible velocity field and strain rate field of the circular hole defect movement are set as follows:
[0044] v x = U ( h x - r ) b , ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More