

Forging forming technology of straight-shank double hooks
A forming process and double-hook technology, applied in the field of forging and pressing, can solve problems such as increased power requirements of forging equipment, cutting defects, waste of raw materials, etc., and achieve the effects of improving the pass rate of flaw detection, improving utilization rate, and reducing energy consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] The following is a specific embodiment of the present invention, and the present invention will be further described in conjunction with the accompanying drawings.
[0023] combine Figure 1 to Figure 8 with Figure 10 As shown, a forging forming process of a double hook with a straight handle includes the following steps:
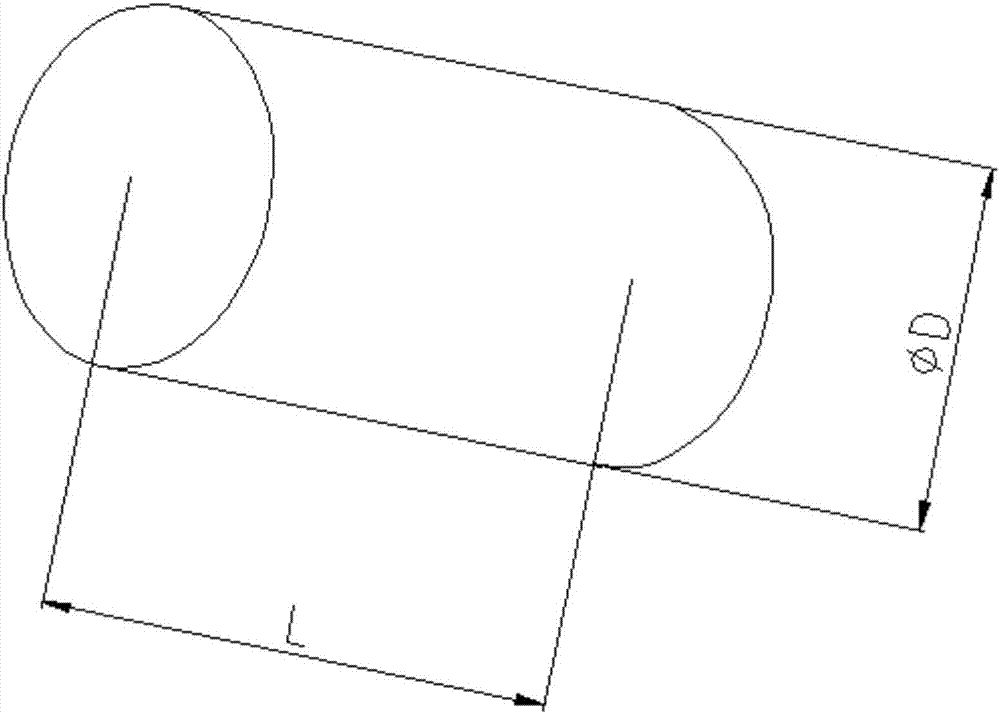
[0024] (1) Select the round steel with diameter D and length L as the original forging;
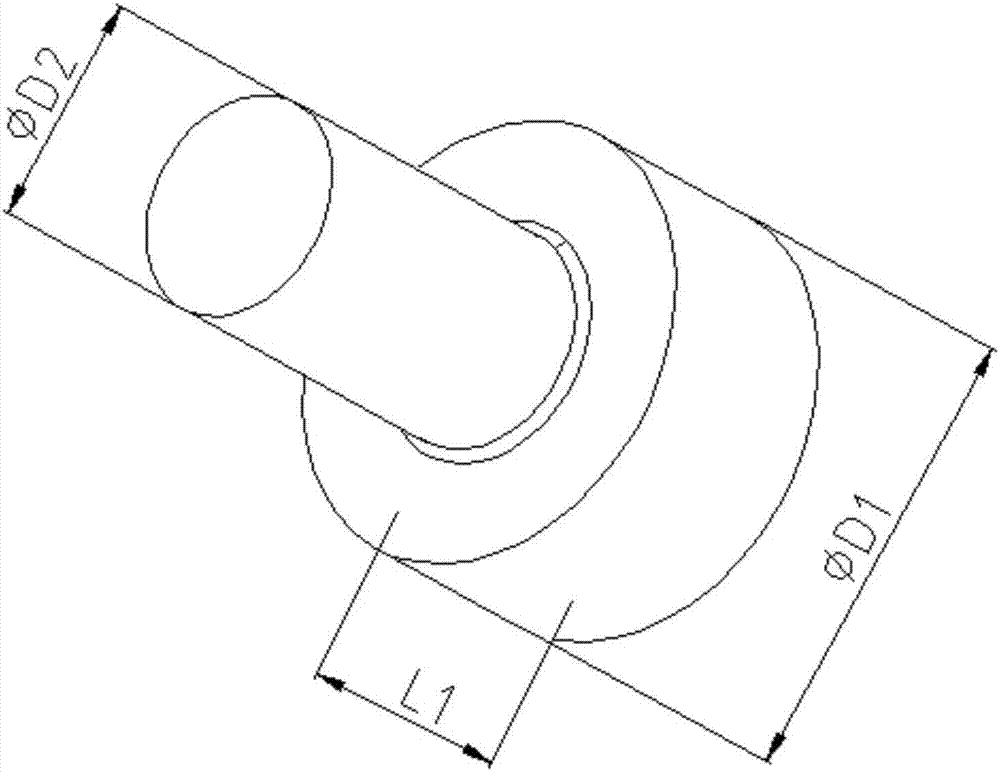
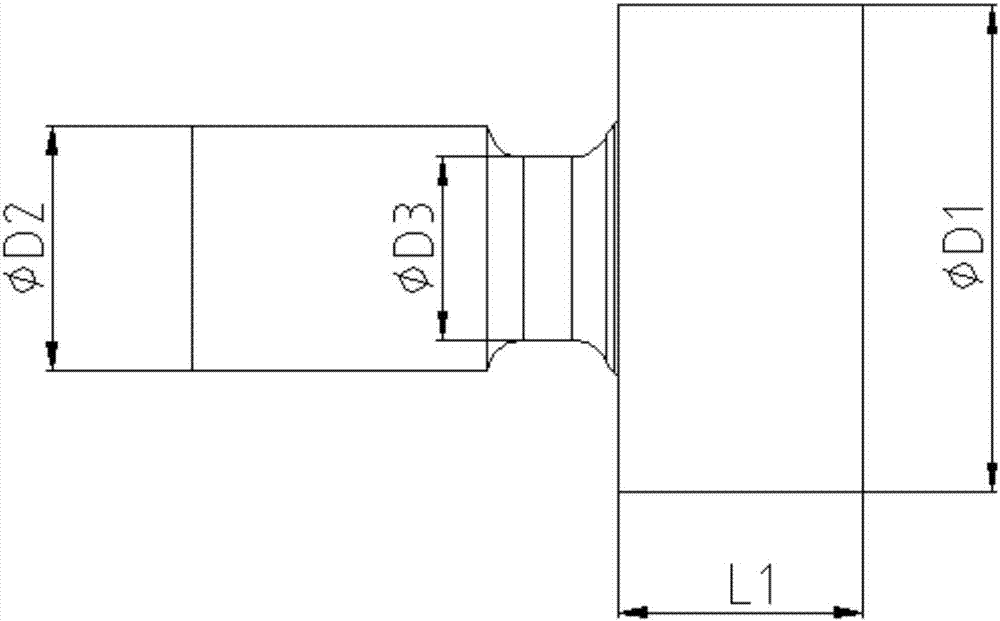
[0025] (2) Carry out free forging, and the pier is as thick as the diameter D1;
[0026] (3) Measure L1 from the lower end of the forging upwards as the hook body, and use it as the hook handle from above L1 of the forging; forging and drawing the hook handle, the drawn section is divided into two sections with different diameters from top to bottom, and the diameter of the upper section is D2 , the diameter of the lower section is D3;
[0027] (4) Forge a hook at the lower end of the forging to make it a cylinder with a diameter of D3 perpendicular to the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More