

Forging method of improving qualified rate in flaw detection of aluminum alloy disk forging
An aluminum alloy, pass rate technology, used in manufacturing tools, metal processing equipment, forging/pressing/hammer devices, etc., can solve problems such as uneven flow lines and easy deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
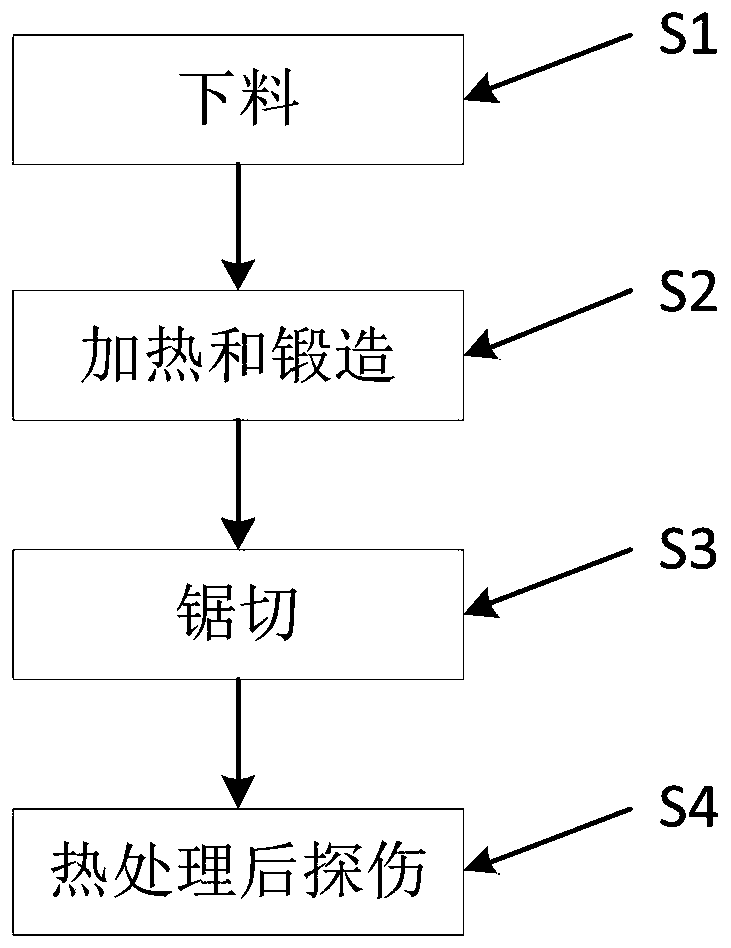
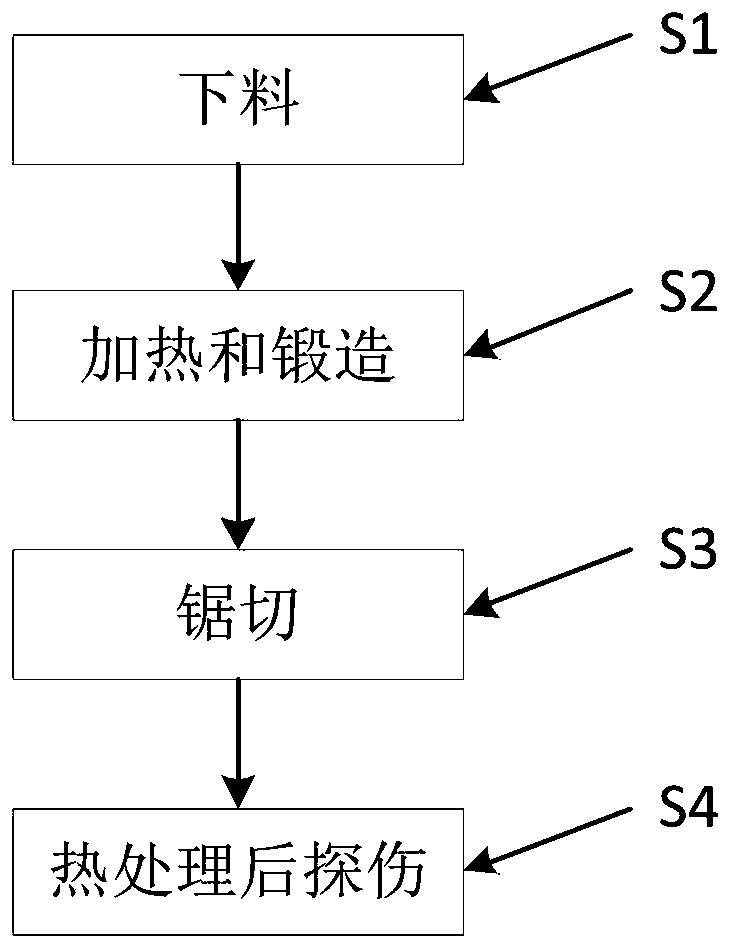
[0041] Embodiment: Forging The finished product size of the forging is required to be Φ200mm×100mm, that is, d=200mm.
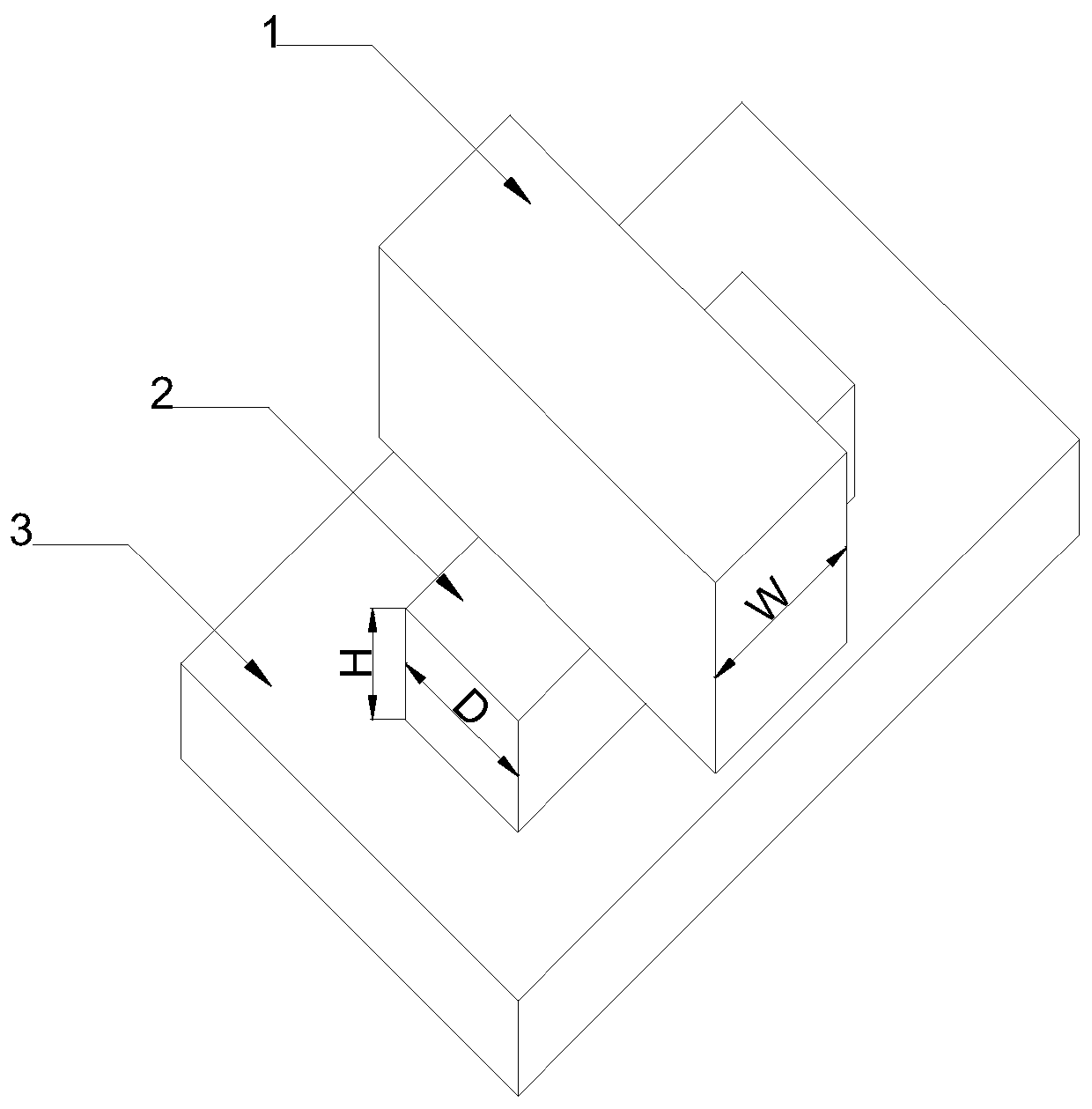
[0042] Step S1: unloading. The diameter of the bar is D, where D=300mm. Saw the bar along its length using a band saw, sawing into multiple billets 2 . The ratio of the width D of the blank 2 to the height H of the blank 2 is D / H=0.8. The diameter ratio of the diameter D of the blank 2 to the diameter d of the forging is 1.5.
[0043] Step S2: heating and forging. First, the billet 2 is put into a heating furnace and heated to 440°C±10°C. Then, the blank 2 is taken out, and squared and lengthened on the manipulator along the axial direction of the blank 2 . The manipulator includes a cart traveling mechanism, a clamp frame, a swing mechanism, a lifting mechanism, a rotating mechanism and a clamping mechanism. Lower anvil 3 is installed on the rotating mechanism. The tong frame adjusts the tong bar installed on the tong frame through the rising or falli...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More